

 лучшие Инженеры
лучшие Инженеры топ Закачек
топ Закачек топ Просмотров
топ Просмотров топ За месяц
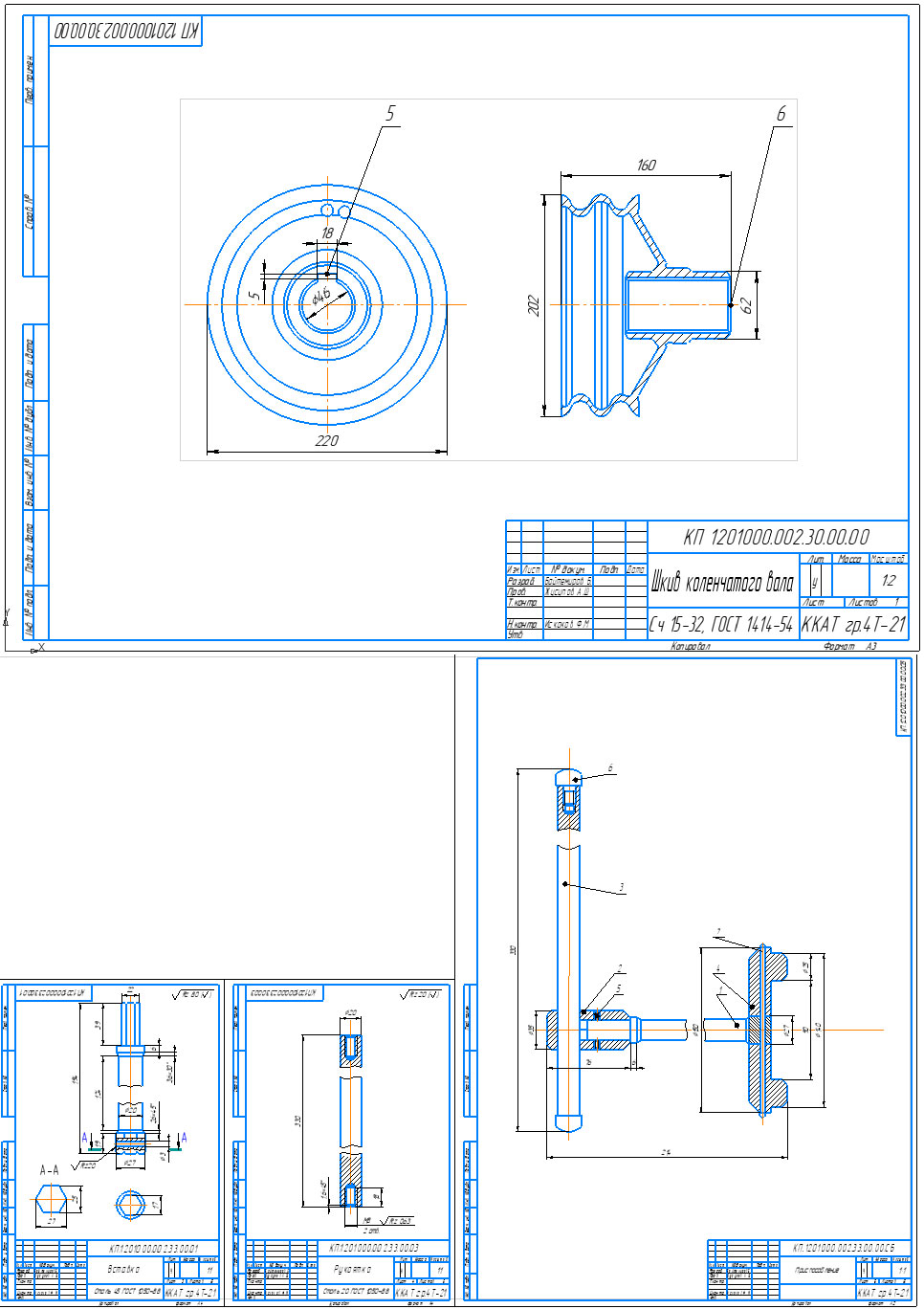
топ За месяцРазработать технологический процесс восстановления. Шкив коленчатого вала Зил-130
Костанайский колледж автомобильного транспорта
Курсовой проект по ремонту автомобилей
На тему "Технологический процесс восстановления шкива коленчатого вала"
Костанай 2014
От модератора: Данная работа не рекомендуется к скачиванию если Вам нужны расчеты. Записка от ремонта коленвала а не шкива.
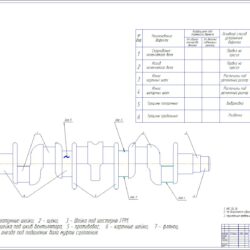
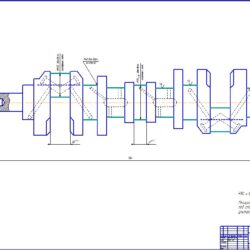
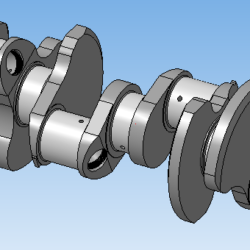
В данном курсовом проекте был разработан технологический процесс на восстановление коленчатого вала. В этом случае было два дефекта: риски, задиры или износ шейки под сальник и износ паза под шпонку .
Риски, задиры или износ шейки под сальник устраняется шлифованием под ремонтный размер.
Для шлифования коренной шейки применяется кругло – шлифовальный станок модели 3423 с шлифовальным кругом 15А40ОПСТ1Х8К ПП 900*33*305 , закрепляется вал при помощи вращающихся центров. В качестве измерительного инструмента используется микрометр МК 50 - 75мм.
Износ паза под шпонку устраняется:
Зубодолбежным станком:
Для этого используется стол зубодолбежного станка с креплениями.
Затем рассчитывается себестоимость восстановления детали, получившиеся результаты заносится в таблицу №5.Общие затраты на восстановление детали составили 99 тенге.
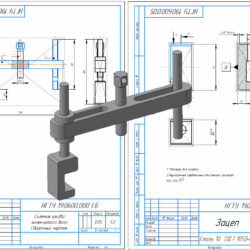
Во втором разделе была разработана конструкторская часть ключа для регулированных гаек подшипников дифференциалов, его устройство и назначение.
Далее рассчитана экономическая эффективность применения этого приспособления. Стоимость приспособления составила 677 тенге. Годовой эффект от применения приспособления составил 114726 тенге. Срок окупаемости 0,1 года.
В третьем разделе описана охрану труда и техника безопасности этого производства. В начале были описаны основные положения охраны труда, виды инструктажей и техника безопасности при выполнении слесарных и шлифовальных работ.
Ключевые слова:
Установкой называется придание изделию определённого положения с закреплением на станке; всякое перемещение изделия на данном станке составляет новую установку.
Переходом называется часть операции, которая характеризует неизменностью обрабатываемой поверхности, инструмента и режима работы оборудования.
Позицией называется каждое новое положение изделия совместно с приспособлением или без него, относительно станка и инструмента без изменения его закрепления..
Подготовительно – заключительное время определяет затраты времени на получение задания, ознакомление с чертежами, на подготовку рабочего места, наладку оборудования, инструмента и приспособление для обработки данной партии деталей, а также на снятие инструмента, приспособлений и сдачу их после окончания работы.
Техническая норма калькуляционного времени слагается из затрат времени на изготовление или ремонт изделия.
Штучное время входит полностью в норму времени на изготовление или ремонт каждого изделия.
Состав: Шкив коленчатого вала (РЧ), Приспособление, Записки нет
Софт: КОМПАС-3D 17




Почему в заголовке говориться про шкив коленвала, но в работе не упоминается вообще, только сам коленвал?
Какая то неудачная попытка подогнать записку от вала под шкив. У автора снят весь рейтинг.