Одной из самых сложных тем для понимания при работе на станках является реализация обработки 3+2. Статья предназначена для, тех кто знает азы NX, но не совсем понимает, как реализуется обработка 3+2 переходя от CAM к станку. Обработка 3+2, по сути, является разновидностью обработки в 3-х осях, только при этом мы поворачиваем плоскость обработки в нужное нам положение на детали. При обработке 3+2 поворот плоскости обработки означает поворот всей системы координат относительно станочной. Таким образом мы работаем по-прежнему в осях XY, ось шпинделя Z. Реализация на станке может быть выполнена по-разному, это зависит от кинематики станка, от его поворотных осей. Поворотные оси на станках могут быть как в виде столов, поворачивается деталь, шпиндель на месте, ось Z остается на месте, так и в виде поворотной головы, т. е. поворачивается сам шпиндель вокруг детали вместе с осью Z, также есть и комбинированные варианты одна ось - голова, вторая стол.
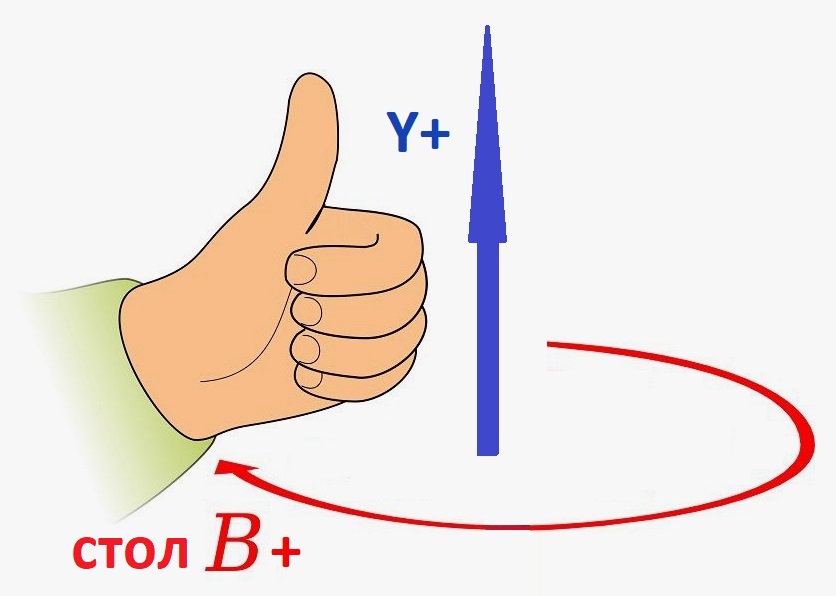
Поворотные оси принято обозначать так, что ось A – вокруг X, B – вокруг Y, C – вокруг Z. При этом нужно помнить, что столы поворачиваются вокруг осей по правилу буравчика – для левой руки, т. е. если большой палец левой руки вдоль линейной оси в положительном направлении, то поворот в положительном направлении будет указан остальными пальцами левой руки.
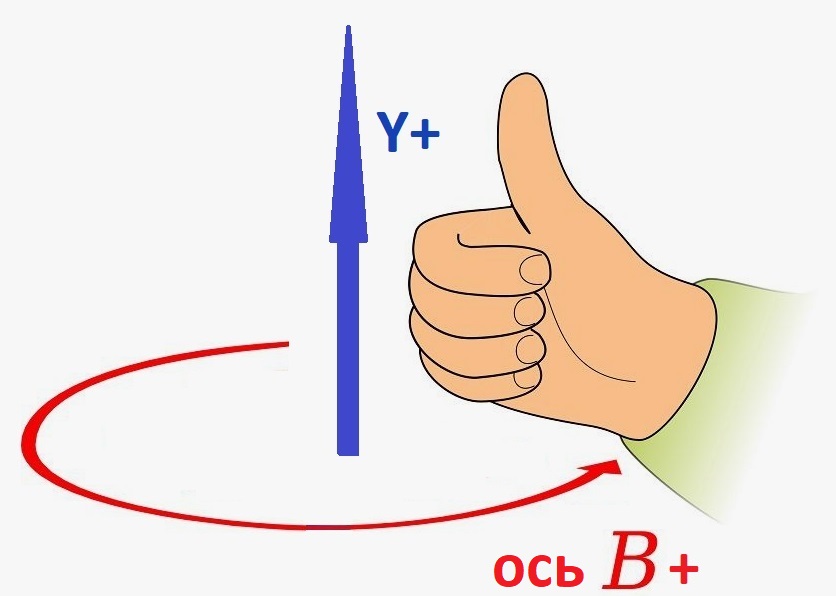
Поворотные головы поворачиваются вместе с осью Z, и направление поворота будет уже по правилу буравчика для правой руки, т. е. если большой палец правой руки вдоль линейной оси в положительном направлении, то поворот в положительном направлении будет указан остальными пальцами правой руки.
Плоскость обработки в NX мы устанавливаем направлением вектора оси шпинделя – Z, он соответственно поворачивается по правилу буравчика для правой руки, постпроцессор уже выводит этот поворот, например, в виде цикла поворота CYCLE800 –для Sinumerik и PLANE SPATIAL – для Heidenhain, где конкретно указываются вокруг каких осей поворачивать вектор и на какой градус. В Heidenhain PLANE SPATIAL SPA+0 SPB+90 SPC+0 – означает повернуть вектор обработки вокруг оси Y на угол 90 градусов, а вот реализация такого поворота на станке будет зависеть от его конструкции, для поворота головой – повернется голова вместе с осью Z, а вот для столов ось Z – останется на месте, повернется уже стол, на те-же 90 градусов, если смотреть на стол сверху, в направлении –Y, то повернется по часовой стрелке. По сути, это один и тот-же поворот оси Z если мы привяжем взгляд не на станок, а на деталь.
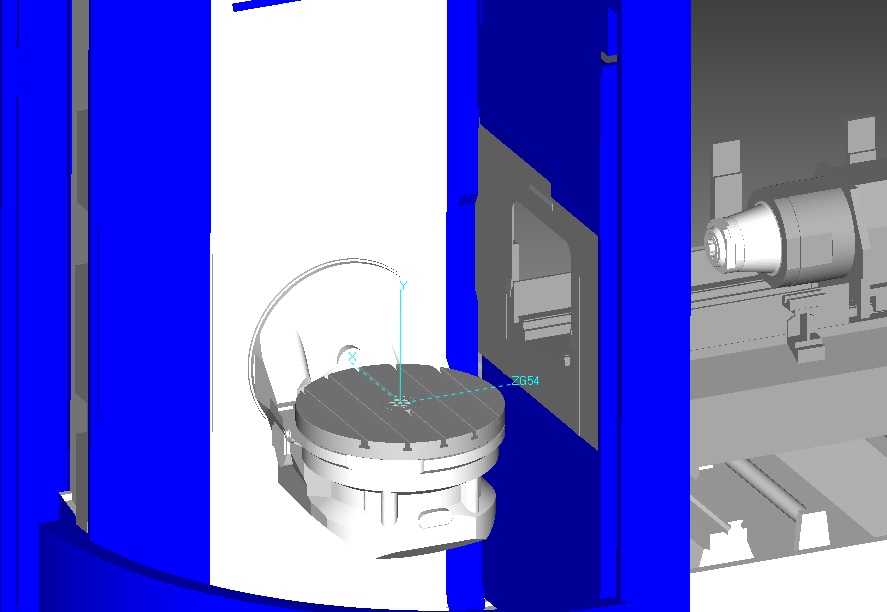
Мы рассмотрим два станка. Первый реализует поворот плоскости обработки через два стола, станок горизонтальный, одна поворотная ось у него – ось А (вокруг X), вторая ось B (поворот вокруг Y), соответственно шпиндель горизонтальный, система ЧПУ – Sinumerik 840D. Ось B – это поворотный стол, установленный на качающемся столе – оси A.
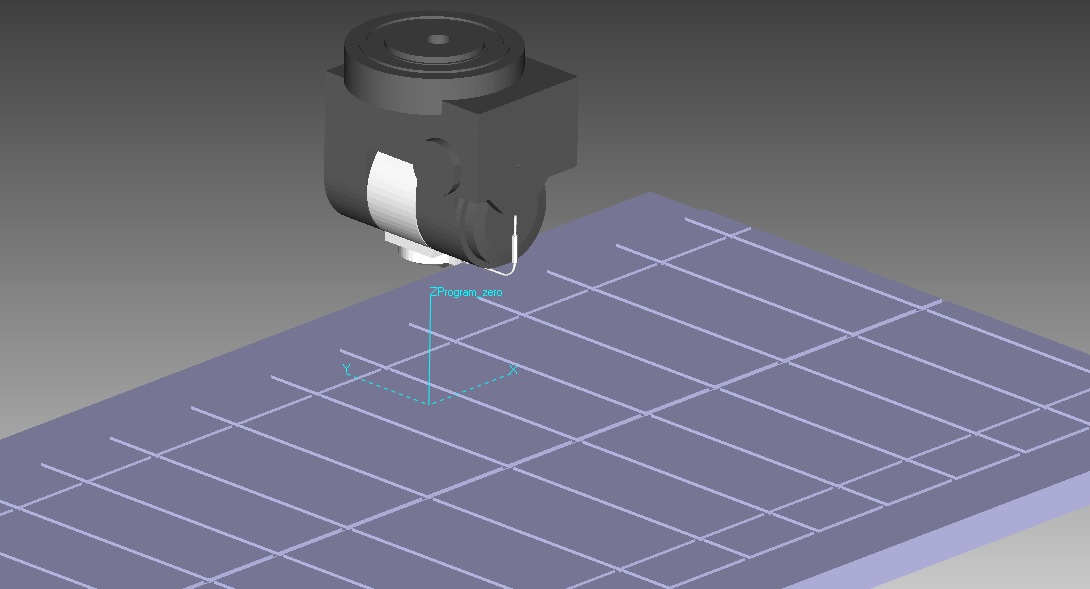
Второй поворачивает плоскость обработки за счет поворотных осей головы, станок портал ось X – плоский стол, поворотные оси головы B, C, система ЧПУ – Heidenhain, ось B – ось качания шпинделя установлена в поворотной голове оси C.
Создадим в NX модель игрового кубика, чтобы видеть направление граней и куда поворачиваются оси на станках. Расстояние между гранями – 100 мм, отверстия 20 мм диаметром
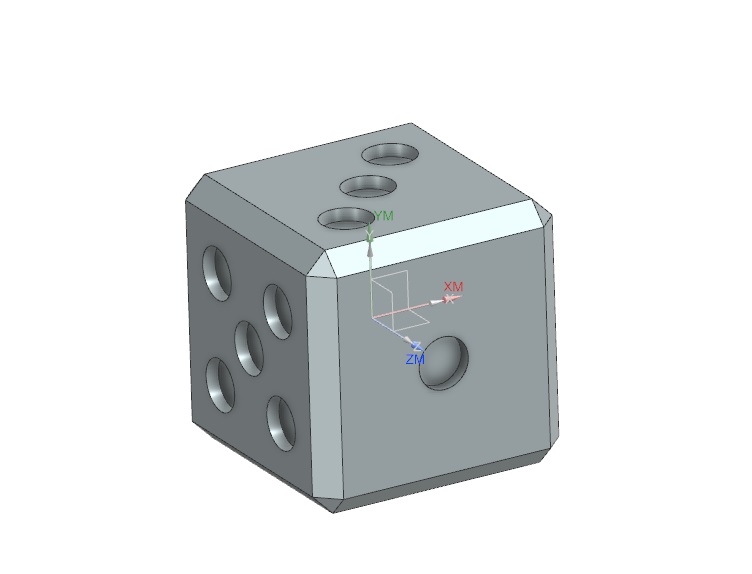
Заметим, что грань 1 – по оси Z+, грань 2 – по оси X+, грань 3 по оси Y+, грань 5 – по оси X-.
Настроим систему координат станка, в режиме обработка, вид геометрии, MCS_MILL -> изменить.
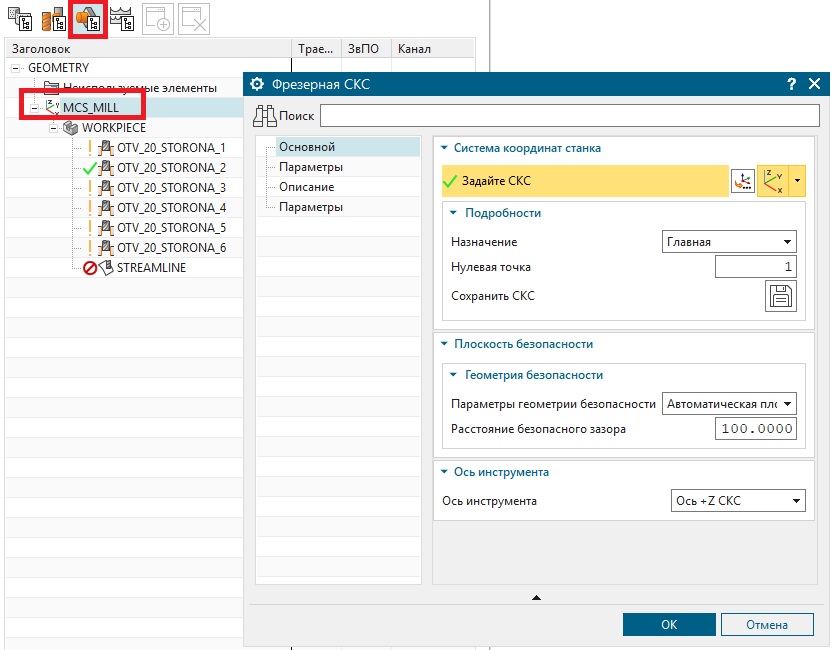
Установим назначение – Главная, т. е. система от которой и вокруг которой будут вестись расчеты смещений и поворотов. Мы будем работать без смещений, только с поворотами. Нулевая точка – 1, для информации постпроцессору, для Sinumerik постпроцессор будет считать ее как G54. Далее все добавленные нами операции в этом дереве геометрии будут считаться от этой главной СКС (системы координат станка). Выберем для обработки фрезой операцию STREAMLINE, по линии – ребро любой из граней, фреза – концевая, диаметр 16 мм.
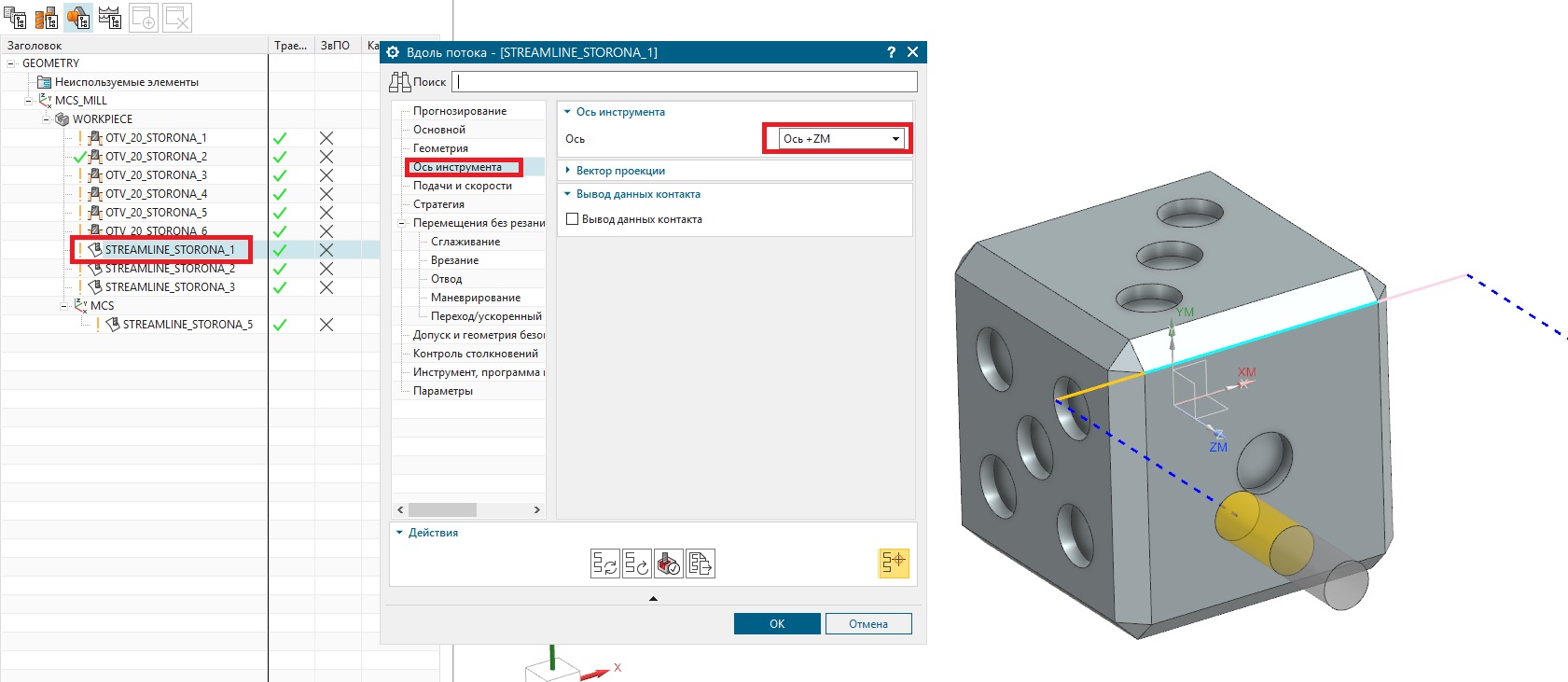
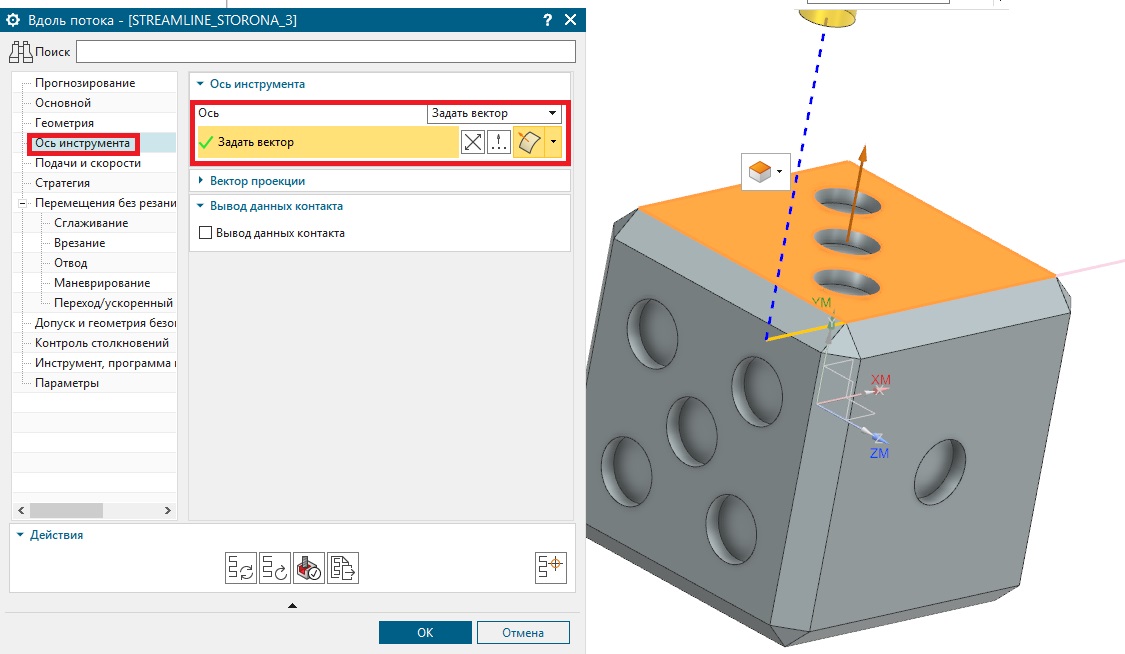
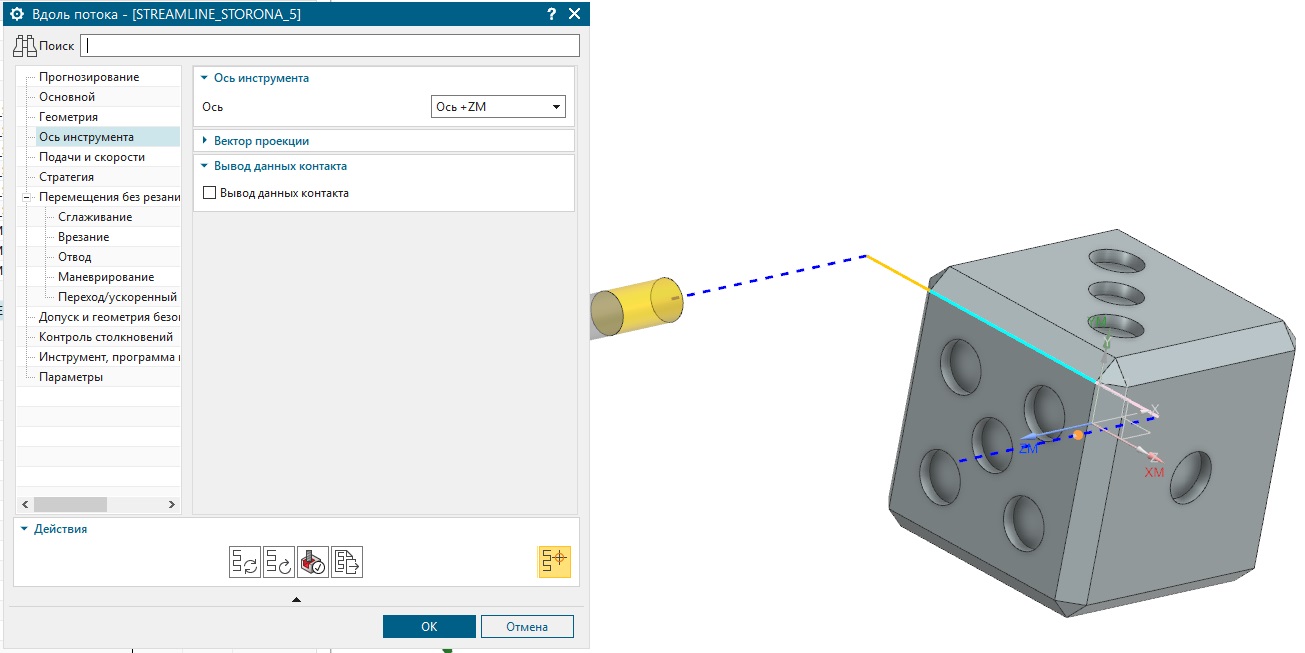
В NX есть замечательная вкладка в операциях – Ось инструмента, для первой грани мы ее не меняем ось остается +Z. Для сторон 2, 3 установим ось по нормали к грани, задав вектор оси инструмента. При этом направление вектора нам показывается.
Для пятой грани установим добавим в дерево геометрии локальную систему координат станка, назначение – Локальная, Специальный вывод – вращение СК.
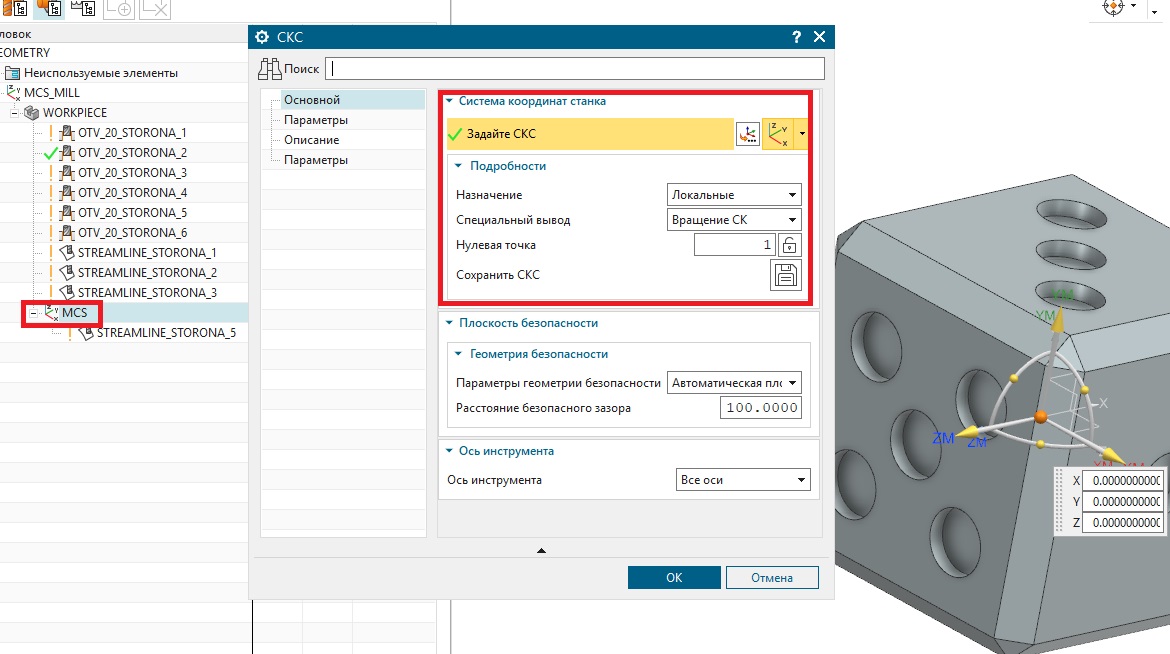
Повернем ее осью Z на грань номер 5. Добавим операцию STREAMLINE как для первой грани, ось инструмента – ось +Z.
Таким образом мы определили в операциях направление оси Z, имея главную систему координат станка постпроцессор может вычислить вектор поворота осей для каждой операции. Постпроцессируя эти операции мы получаем следующие значения циклы поворотов (выделено зеленым):
Сторона 1:
Без цикла 800, нет поворота для станка с Sinumerik
PLANE SPATIAL SPA0. SPB0. SPC0. TURN FMAX - для станка с HEIDENHAIN:
Сторона 2:
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,0.,90.,-0.,0.,0.,0.,1,1.)
PLANE SPATIAL SPA0. SPB90. SPC0. TURN FMAX SEQ-
Сторона 3:
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,-90.,0.,-0.,0.,0.,0.,1,1.)
PLANE SPATIAL SPA-90. SPB0. SPC0. TURN FMAX SEQ-
Сторона 5:
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,0.,-90.,-0.,0.,0.,0.,1,1.)
PLANE SPATIAL SPA0. SPB-90. SPC0. TURN FMAX SEQ-
Мы видим, что от реализации на станке не зависит расчетный угол поворота осей. Как это будет реализовано столом, или головой установлено в кинематике станка.
Вот так выглядит обработка на горизонтальном станке, стол + стол, с Sinumerik:
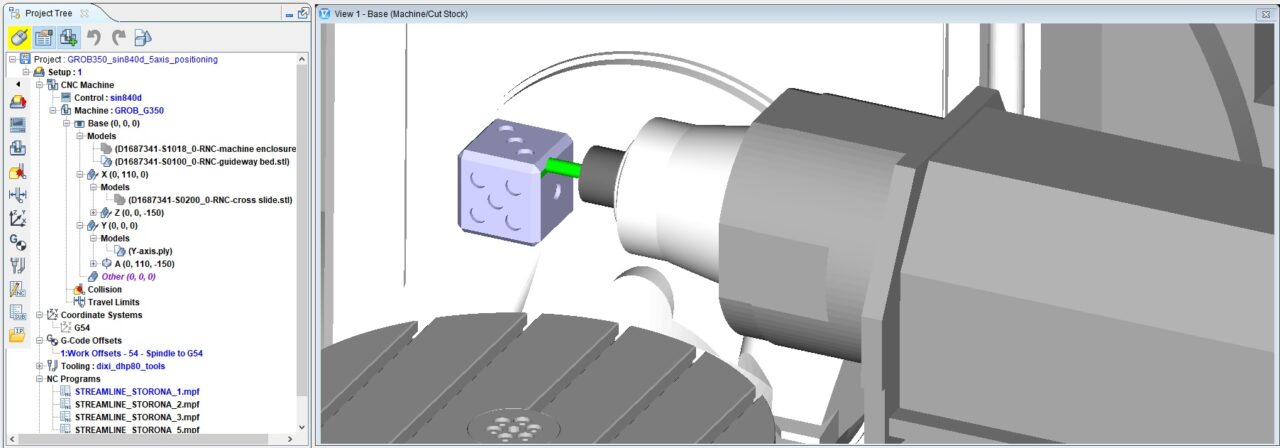
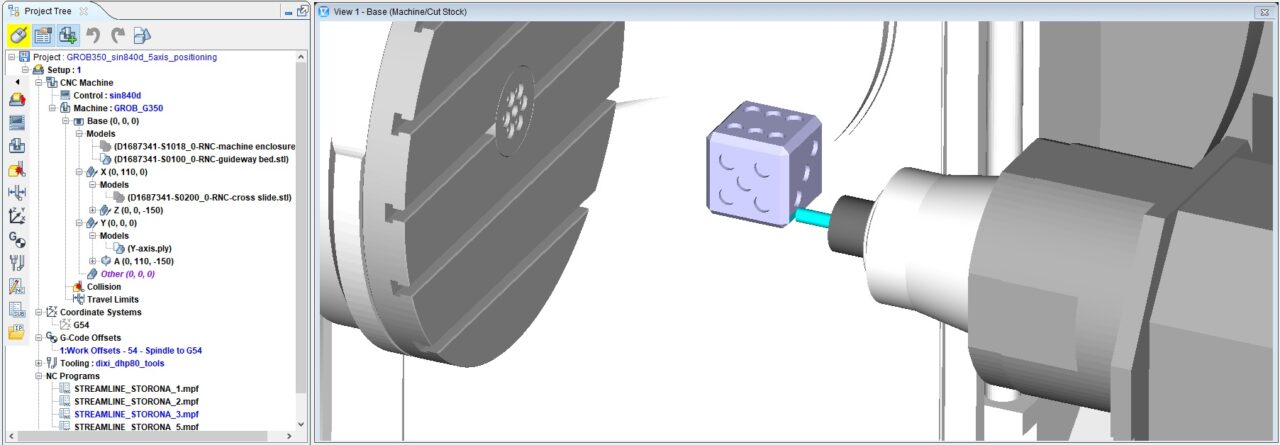
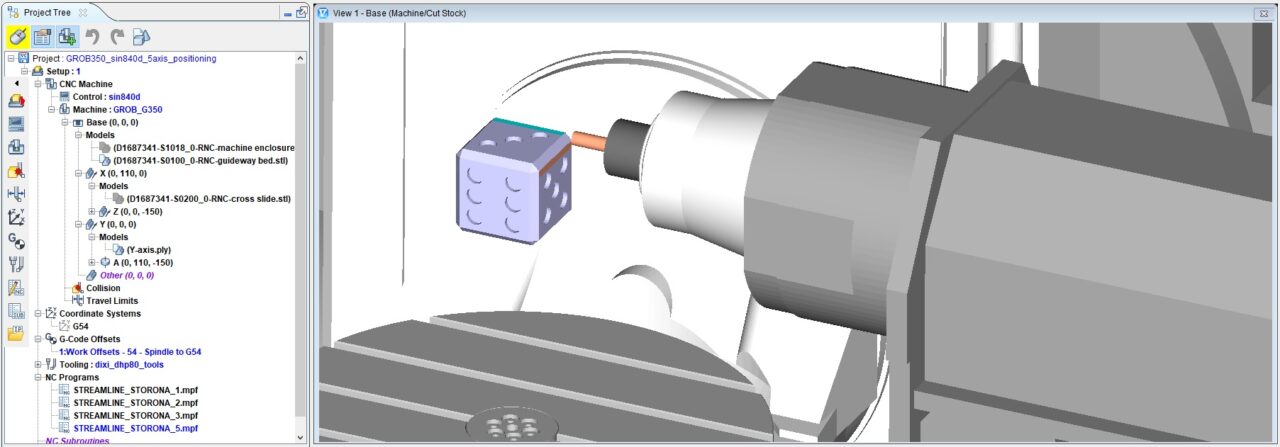
Слева подсвеченным синим можно увидеть активную программу в работе.
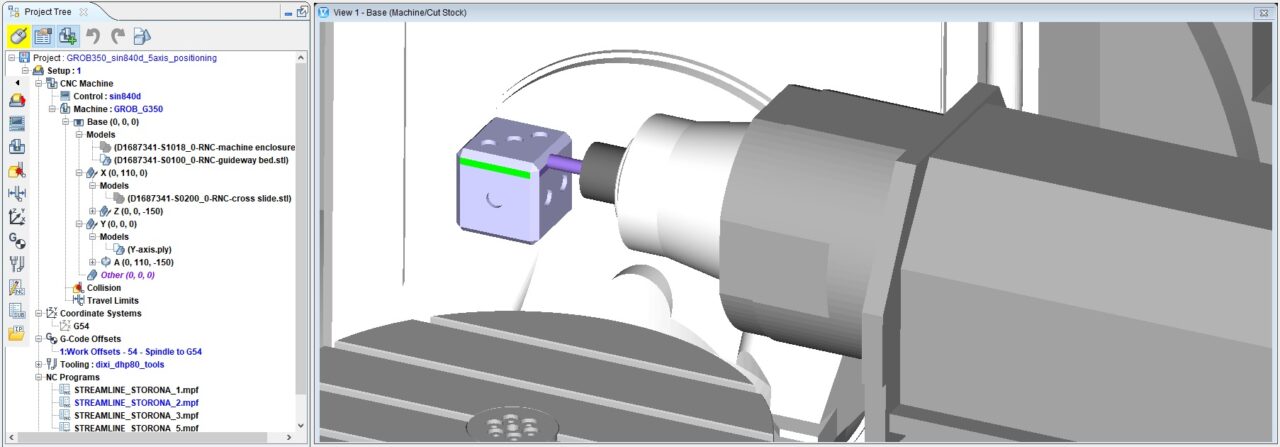
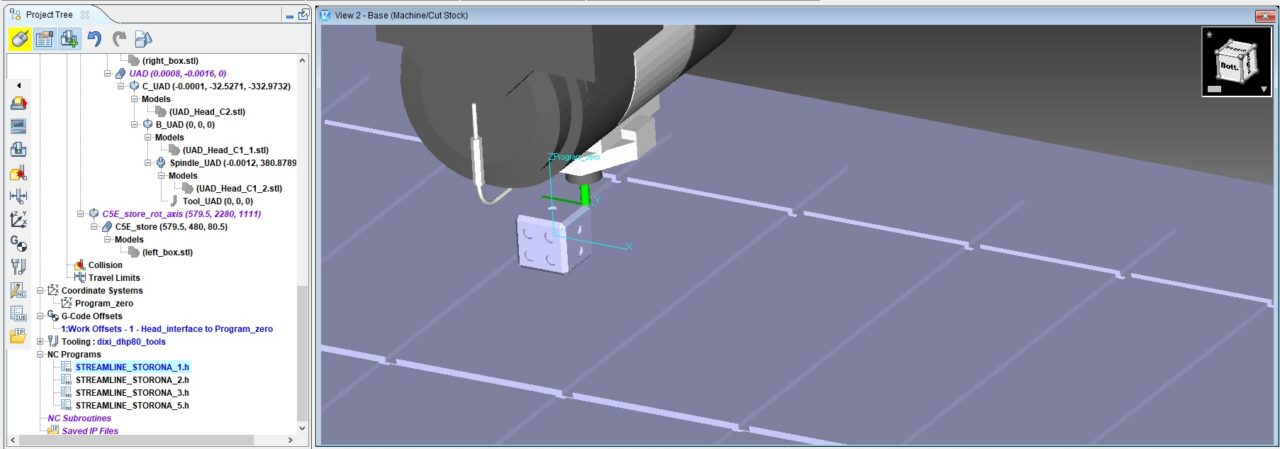
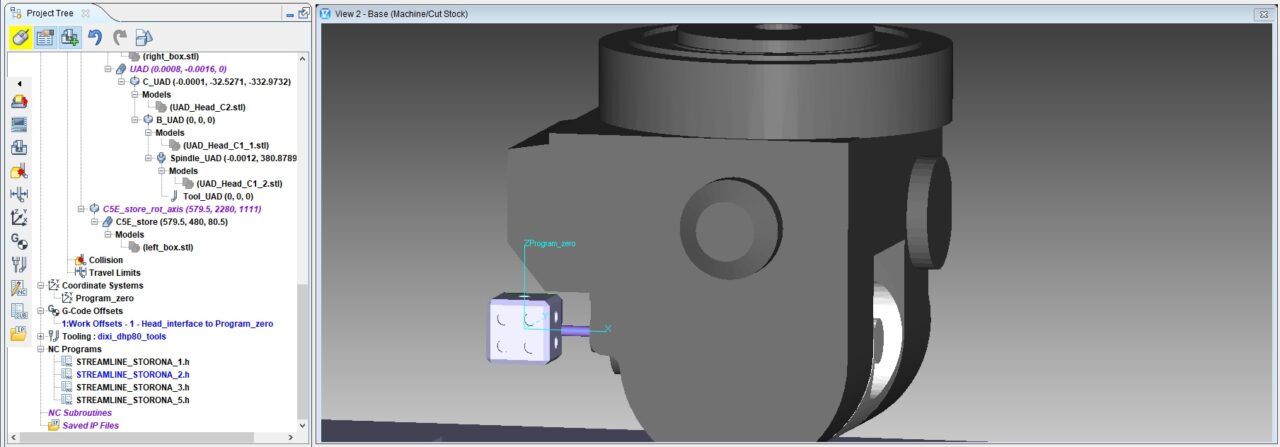
А вот так выглядит обработка на портальном станке, голова + голова, с Heidenhain:
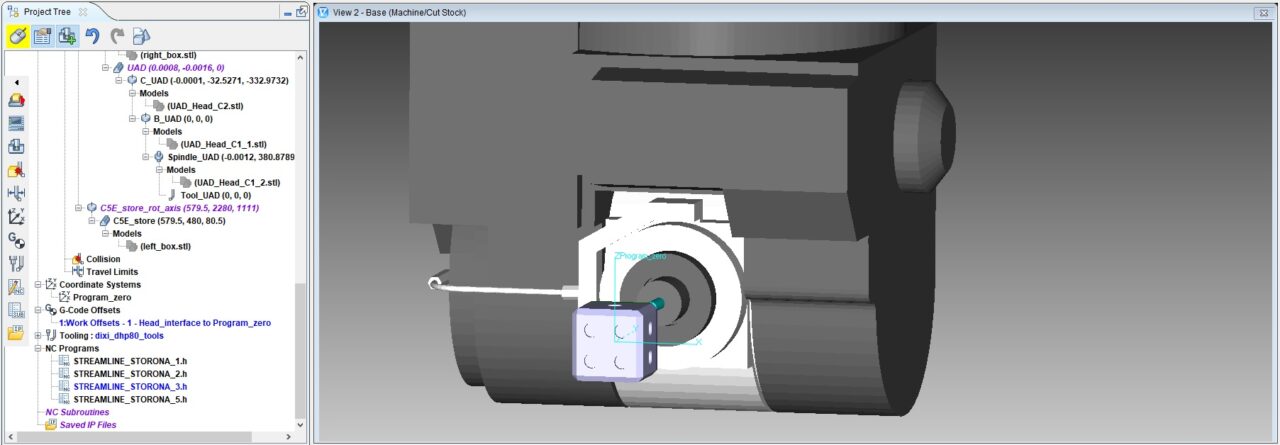
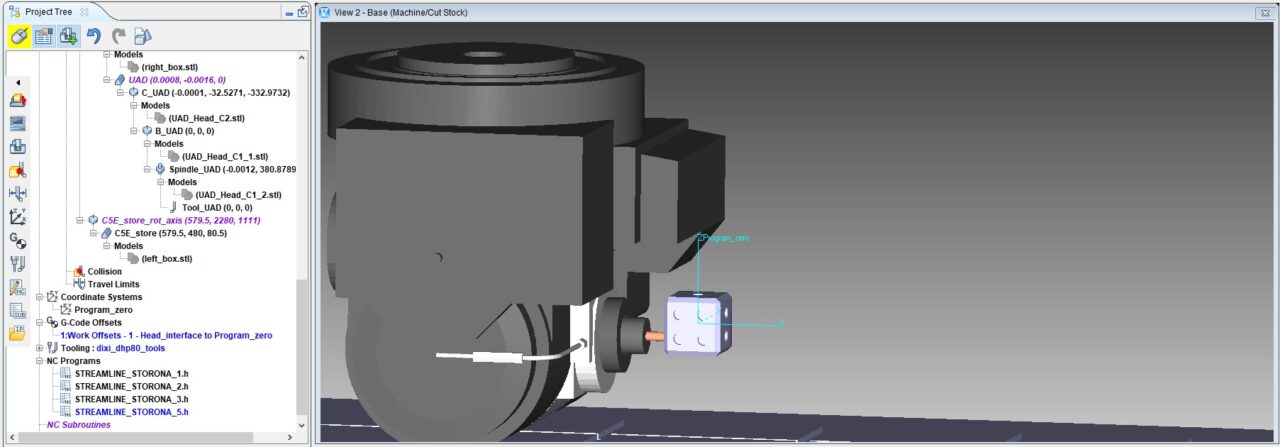
Итого мы получили одинаковый результат на совершенно разных станках используя один и тот-же проект, ничего не меняя. В этом и есть суть реализации 3+2 на станках. Для обработки отверстий в операциях NX не нужно выбирать вектор оси Z, он устанавливается автоматически по оси отверстия. Обработку в локальной СКС, а не по вектору в операции, рекомендуется использовать для того, чтобы четко определить направление остальных осей, если, это важно для оператора, например для исключения случаев кода ось Y+ уходит в пол станка.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности