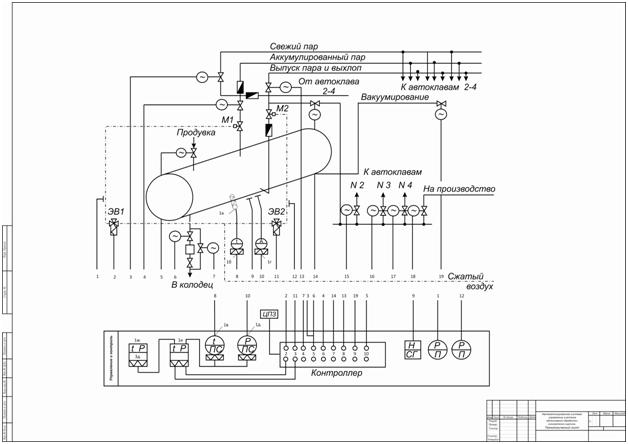
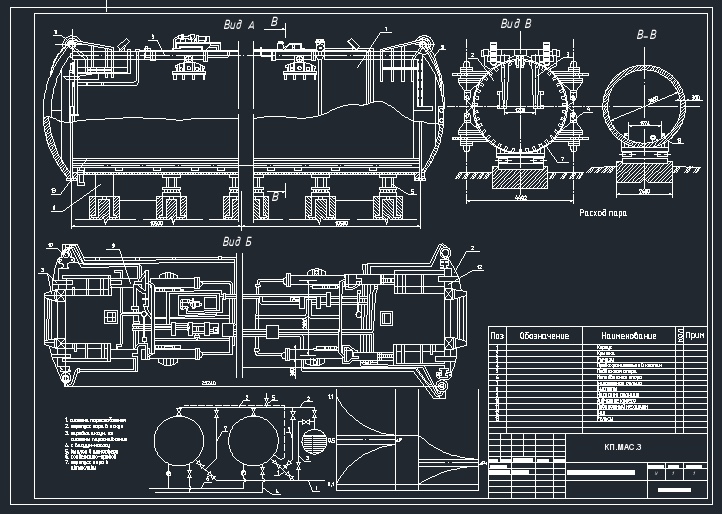
Упрощенная схема автоматизации процесса автоклавной обработки железобетонных изделий.
В основе схемы лежит автоматическая система типового регулирования автоклавов «Астра» с некоторыми изменениями. В начальный период регулирование осуществляется по температуре, а при достижении определенной температуры происходит переключение на регулирование по давлению. Это позволяет избежать ряда недостатков, возникающих при регулировании по какому-то одному параметру процесса автоклавной обработки.
Схема работает следующим образом. После загрузки автоклава и плотного закрытия крышек из цепи паровой защиты автоклава (ЦПЗ) подается сигнал на командный прибор и начинается процесс запаривания. Программа подъема температуры устанавливается программным задатчиком 1ж типа ПД-44УМ. Термометр сопротивления 1а типа ТСП, измеряющий температуру в автоклаве, через нормирующий преобразователь типа НП-СЛ-1 и показывающий прибор 1в типа Н342К подает унифицированный преобразованный сигнал 0—5 ма на регулирующий прибор 1е типа ЗРП2С. Программный задатчик вырабатывает электрический сигнал постоянного тока 0—5 ма, изменяющийся во времени согласно заданной программе.
Регулирующий прибор при рассогласовании текущего значения температуры с заданной усиливает сигнал рассогласования и в зависимости от знака этого сигнала воздействует на электромагниты ЭВ1 и ЭВ2 и мембранные исполнительные механизмы Ml и М2 впуска и выпуска пара, поддерживая температуру в автоклаве в пределах заданной.
При недостатке теплоносителя электрические сигналы могут быть использованы для пропорционального увеличения длительности режима запаривания. При достижении определенной температуры, при которой сигнал от нормирующего преобразователя температуры становится равным сигналу от преобразователя давления с помощью позиционного регулирующего устройства 1в, установленного на приборе Н342К, происходит переключение на регулирование по давлению. От контакта позиционного устройства включается реле, которое отключает нормирующий преобразователь температуры от регулирующего прибора и подключает к нему датчик давления 1г типа МТМ с самопишущим прибором 1д типа Н340.
В дальнейшем процесс термообработки регулируется по давлению.
По окончании заданной программы запаривания из автоклава полностью удаляется пар, а затем контроллер дает команду на продувку автоклава (впуск воздуха). Когда давление воздуха в автоклаве станет равно атмосферному, подается сигнал на выгрузку.
Приведенная схема автоматизации автоклавной обработки предусматривает возможность подключения к ней системы контроля процесса твердения бетона Система контроля процесса твердения служит для определения оптимального времени изотермической выдержки по информации интенсивности твердения бетона.
чертеж не открывается там нет чертежа зря потратил деньги там просто фото стойт
Здравствуйте! Все там нормально открывается, Вам нужен корел, см. описание работы поле софт. На всякий случай добавил dwg формат в архив (можете скачать повторно в профиле)
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности