В прошлой статье "Обработка 3+2 в NX, реализация на станке", мы рассмотрели реализацию 3+2 обработки на станках, воспользуемся тем-же проектом с кубиком чтобы понять принципиальную разницу в обработке в пяти осях от 3+2. По-существу, пять осей – это обработка с постоянным слежением за точкой инструмента: TCPM (Tool Center Point Management) — режим, который позволяет сохранять позицию вершины инструмента при позиционировании осей наклона), т. е. при поворотах, при включенном режиме TCPM (M128 – Heidenhain, TRAORI - Sinumerik), станок постоянно отслеживает смещение инструмента относительно системы координат детали, и корректирует это смещение линейными осями. В этой статье мы лишь попытаемся понять принципиальную разницу между пятиосевой и 3+2 обработкой.
Перемещения для Sinumerik в пяти осях между двумя точками будет выглядеть следующим образом:
G54 TRAORI G0 X0 Y0 Z0 A0 B0; первая точка G0 X0 Y0 Z0 A-90 B0; вторая точка
На станке это будет дуга, если G54 – не в центре вращения оси A, причем на протяжении всего поворота вершина инструмента будет находиться в центре системы координат G54, перемещаясь по этой дуге.
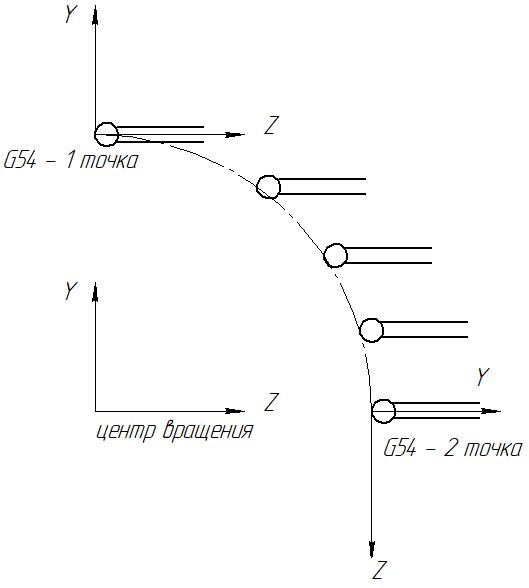
Можно заметить, что за время поворота переместился не только инструмент, но и повернулась система координат, на самом деле, система координат как раз не поворачивалась, это вектор оси инструмента повернулся относительно системы координат (тут без пространственного воображения уже трудно), опять же на станке, в котором мы реализуем поворот через поворот головы, никуда система координат не повернется, повернется как раз инструмент, а вот на станках со столом, вместе с поворотом стола, повернется и система координат. Таким образом мы имеем фактическую одинаковую реализацию поворота вектора оси инструмента, не зависящую от реализации механизма поворота.
Для 3+2 это будет выглядеть таким образом:
G54
TRAFOOF
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,0.,0.,0.,0.,0.,0.,1,1.)
G0 X0. Y0. Z0.
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,-90.,0.,0.,0.,0.,0.,1,1.)
G0 X0. Y0. Z0.
На станке это будет поворот стола, после перемещение в новую точку, при вороте инструмент останется на месте, если не указывать отход на безопасное расстояние, поэтому возможно столкновение.
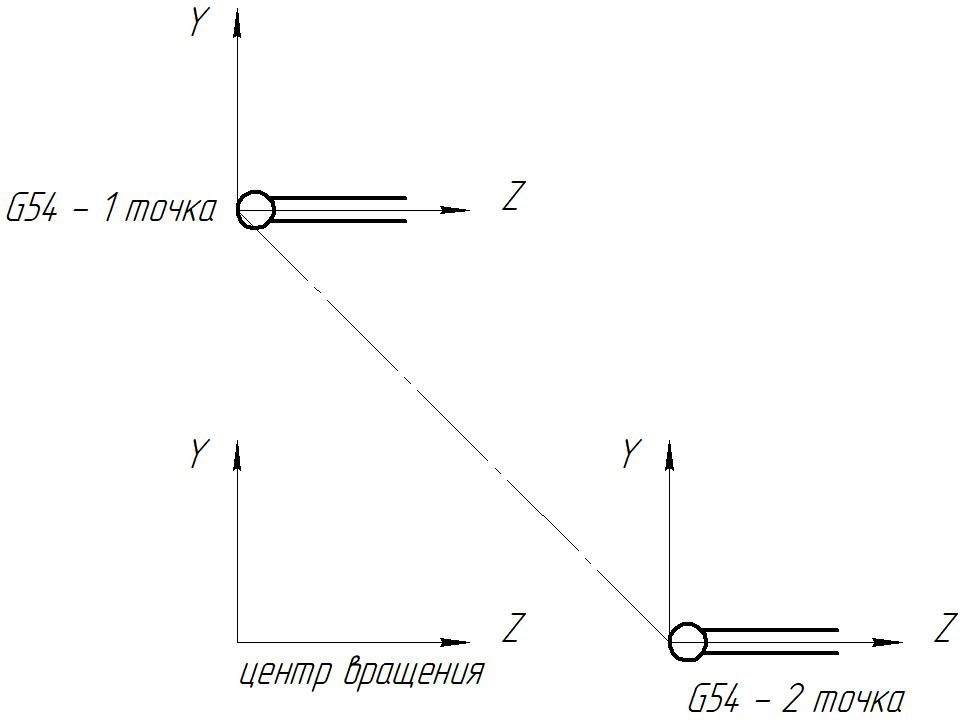
Система координат не вращается если мы имеем стол и вращается если у нас голова на станке.
Для понимания того, чем обработка в пяти осях отличается от 3+2 в нашем проекте с кубиком создадим ещё три траектории, для первых трех граней, тот же STREAMLINE, но теперь уже пятиосевой – VARIABLE_STREAMLINE, создадим в главной системе координат станка. Метод управления кривые/точки (ребро грани), фреза – концевая, диаметром 16 мм. Но так-как траектория, уже пятиосевая, теперь мы можем выбрать не только стационарный вектор оси инструмента, но и множество динамических вариантов задания вектора, зависящих от тех задач, которые нам потребуются.
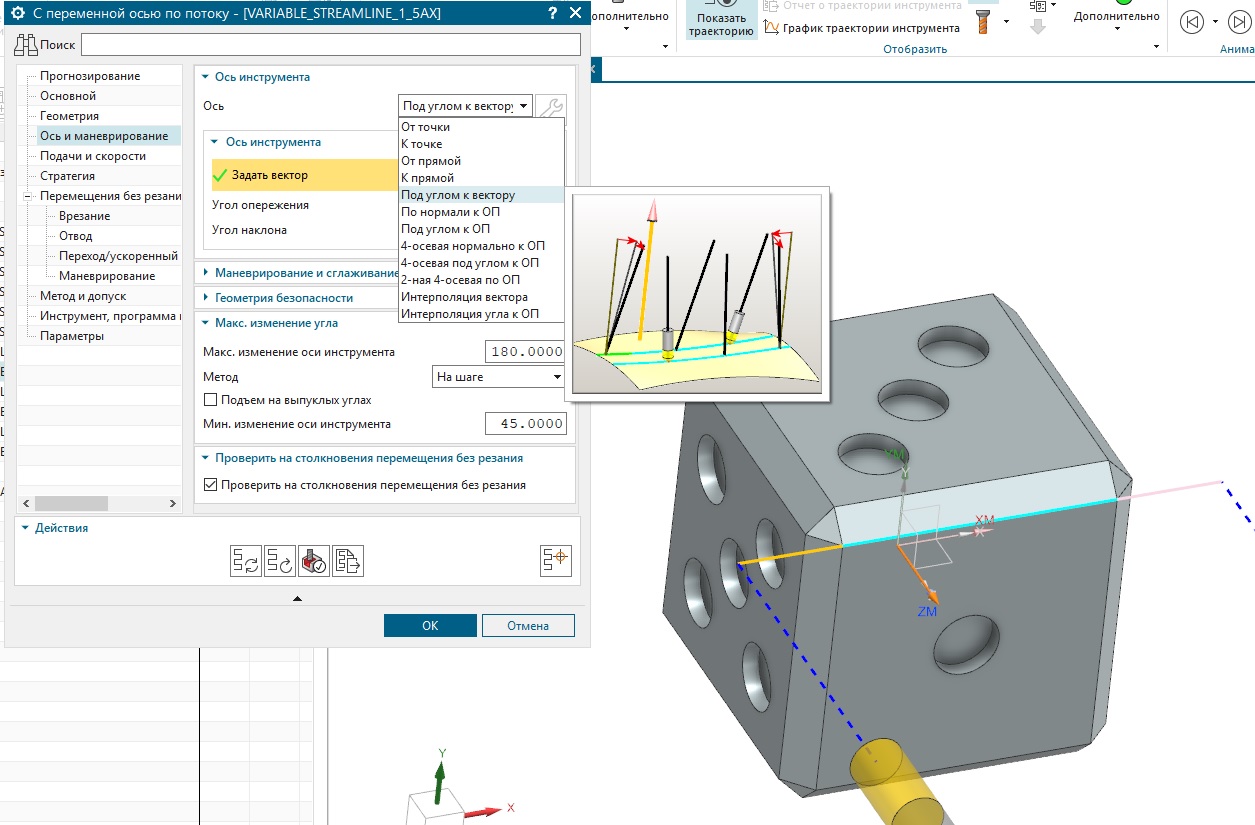
Сейчас же нам нужен вектор – «Под углом к вектору», это нормаль к грани, углы опережения и наклона к нормали поверхности – 0. Казалось бы, что все должно соответствовать обработке в 3+2, но на самом деле, в результате мы будем иметь совершенно другой способ задачи координат и перемещения инструмента.
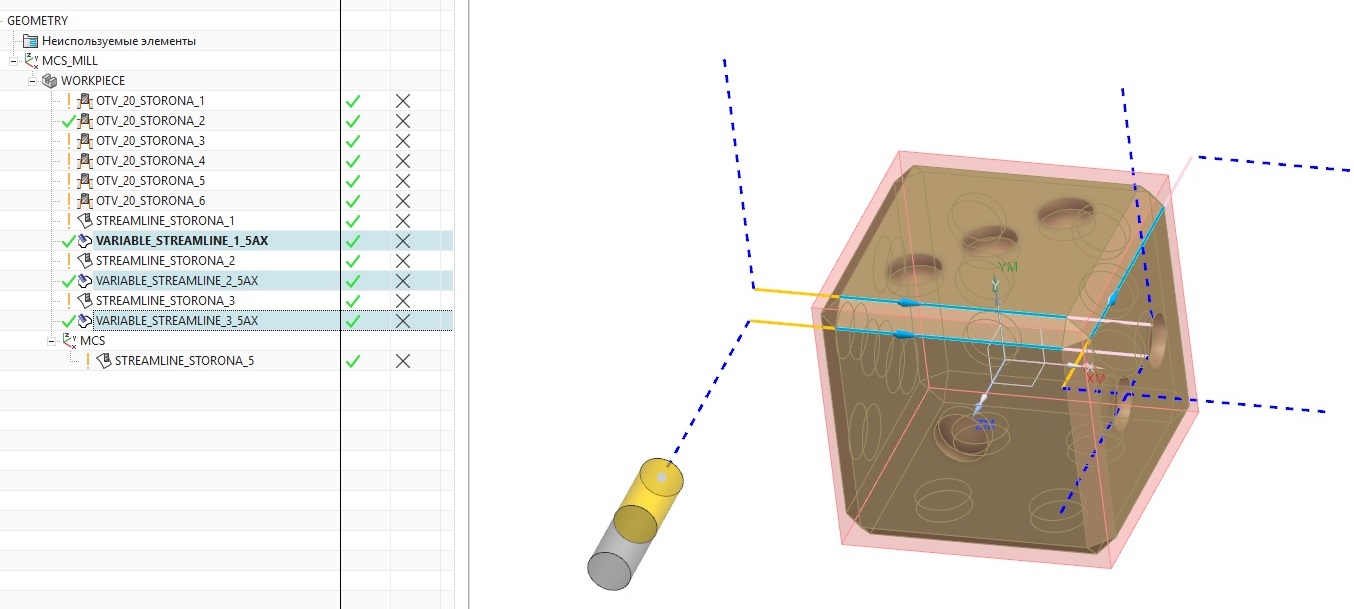
Так выглядят наши пятиосевые траектории в NX:
Постпроцессируя и сравнивая с аналогичными для граней 3+2 траекториями мы получим следующий результат:
Первая грань 3+2:
G0 A0.0 B0.0
TRAFOOF
G0 X-74. Y42. Z150. S1061 M3
M8
Z50.
G1 X-42. F250.
X42.
X74.
G0 Z150.
Первая грань 5 осей:
G0 A0.0 B0.0
TRAORI
G0 X-74. Y42. Z150. S1000 M3
M8
Z50.
G1 X-42. F250.
X42.
X74.
G0 Z150.
Для первой грани мы видим совершенно одинаковые перемещения. Только появляется TRAORI вместо TRAFOOF
Вторая грань 3+2:
TRAFOOF
CYCLE800(1,"TC_GROB",0,57,0.,0.,0.,0.,90.,-0.,0.,0.,0.,1,1.)
M10 M20
G0 X-74. Y42. Z150. S1061 M3
M8
Z50.
G1 X-42. F250.
X42.
X74.
G0 Z150.
Вторая грань 5 осей:
G0 A0.0 B90.
TRAORI
G0 X150. Y42. Z74. S1000 M3
M8
X50.
G1 Z42. F250.
Z-42.
Z-74.
G0 X150.
Для второй грани все стало не так, координаты X и Z поменялись местами в пятиосях.
Для третьей грани, мы увидим, как поменялись местами координаты Y и Z.
На станке же, при включенном TCPM, мы разницы не увидим, пока не остановим работу программы, и без сброса не попытаемся подвигать координаты (лучше так не делать, чтобы не допустить столкновение, лучше всегда сбрасывать).
Вот так выглядит обработка тех же трех граней, но в пятиосях:
Как мы видим, при статичной обработке на станке нет разницы 5 осей, или 3+2. Суть пятиосевой обработки именно в постоянном слежении за точкой инструмента TCPM (Tool Center Point Management), оценить которое можно только при динамическом изменении вектора оси инструмента во время обработки. Но принципиальная разница именно в том, как станок позиционирует оси при обработке в пятиосях, в отличии от 3+2. 3+2 – ось инструмента всегда Z (если мы не используем наклон или атаку), в пятиосевой обработке оси «привязаны» к заготовке.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности