УГАТУ, ОиТСП, Разработка технологического процесса упрочнения титановых лопаток, методом имплантации ионами азота, 2009 год
Оглавление
Стр.
Введение 5
1 Технологическая часть 9
1. Описание изделия и условия его эксплуатации. 10
1.2 Анализ конструкции изделия на технологичность. 11
1.2.1.Общие сведения 11
1.2.2 Обоснование выбора материала изделия и его характеристика. 13
1.3 Выбор способа обработки изделия 20
1.3.1 Ионная имплантация 20
1.3.2 Поверхностно-пластическая деформация с виброшлифованием 22
1.3.3 Химико-термическая обработка 25
1.3.4 Выбор оптимального способа обработки изделия 28
1.4 Выбор оборудования для обработки 30
1.4.1 Выбор ионного ускорителя 32
1.4.2 Описание ионного ускорителя 33
1.4.3 Выбор режимов обработки 34
1.5 Описание технологического процесса 35
1.6 Характеристики способа реновации изделия 37
1.6.1Метод ионной имплантации 37
2 Конструкторская часть 44
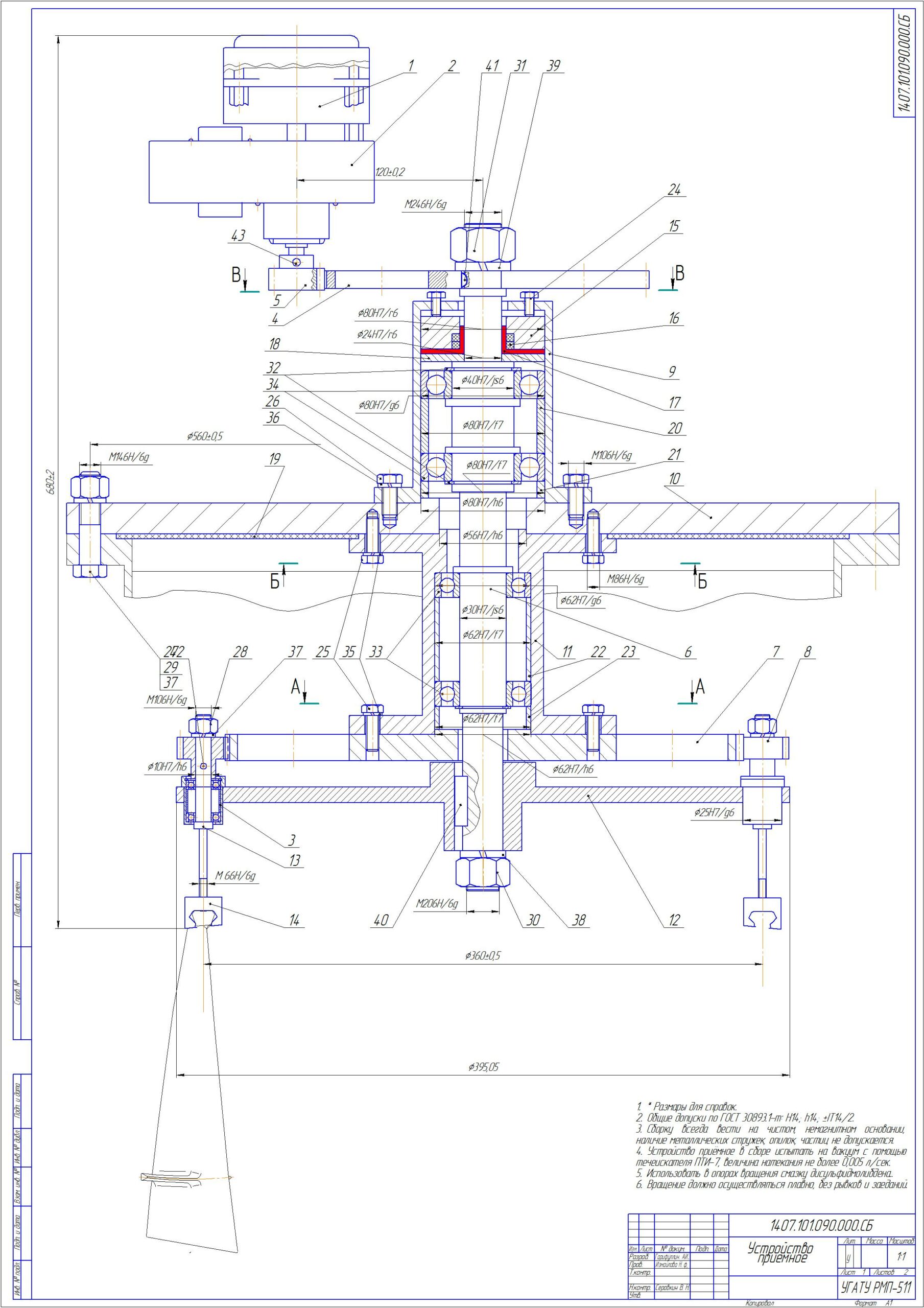
2.1 Принцип работы и краткое описание оборудования 45
2.2 Расчеты, необходимые при проектировании 56
1407.100.000.000 ПЗ
Изм Лист № докум. Подп. Дата
Разраб. Гарифуллин Пояснительная
записка Лит. Лист Листов
Пров. Измайлова Н.Ф у 3 110
Т. контр. РМП - 511
Н. Контр. Серавкин В. Н.
Утв.
2.2.1 Расчет зубчатых передач 56
2.2.2 Подбор подшипников 59
2.2.3 Расчет планшайбы на прогиб. 60
2.2.4 Выбор электродвигателя 63
2.2.5 Расчет шпоночного соединения 64
3 Безопасность и экологичность проекта 65
3.1 Безопасность и экологичность работ на участке ионной имплантации 66
3.2 Источники и характеристики электромагнитных полей 68
3.2 Воздействие переменных электромагнитных полей на человека 71
3.3 Нормирование электромагнитных полей 76
3.4 Измерение напряженности и плотности потока энергии
электромагнитных полей 84
3.5 Методы защиты от электромагнитных полей 85
4 Организационно-экономическая часть 93
4 .1 Расчет экономической эффективности внедрения технологии 94
4.2 Расчет объема инвестиций, требуемых на внедрение технологии 94
4.3 Расчет себестоимости обработки изделий 96
4.3.1 Затраты на основные и вспомогательные материалы 96
4.3.2 Затраты на электроэнергию 97
4.3.3 Расходы на содержание и эксплуатацию оборудования 98
4.3.4 Затраты на заработную плату производственных и
вспомогательных рабочих 99
4.4 Эффективность внедрения модернизации, вариант 1 100
4.5 Расчет объема инвестиций, требуемых на внедрение технологии. 101
4.6 Затраты на электроэнергию 102
4.7 Эффективность внедрения модернизации, вариант 2 103
Заключение 105
Список литературы 107
Приложение 110
Режимы ионной очистки (рабочий газ аргон):
давление газа 0,65-1,3 Па;
напряжение 100-500 В;
ток разряда 1-3 А;
время очистки 5-10 мин. [3]
Режимы ионной имплантации:
ионная доза Д = 21017 ион/см2;
энергия ионов Е = 1,5 кэВ;
плотность тока ионов имплантируемого материала
j = 10 мкА/см2;
расстояние до детали S = 750 мм.
На основании рекомендаций книги [3] в качестве легирующего компонента выбираются ионы азота N+.
Расстояние до детали зависит от выбранного легирующего элемента и габаритов камеры равно 750 мм.
На основании статьи "Влияние различных режимов облучения сталей на изменение физико-химического состояния поверхностного слоя" Гусевой М.И., Владимирова Б.Г. и др. выбрана доза Д = 21017 ион/см2.
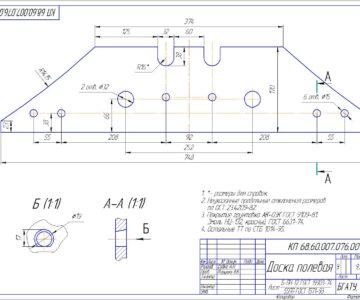
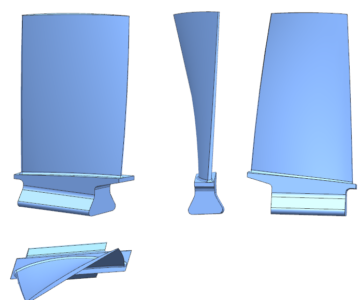
Изделием является лопатка рабочая 1-ой ступени компрессора низкого давления. Рабочие лопатки паровой турбины предназначены для преобразования потенциальной энергии сжатого и нагретого пара в механическую энергию вращающегося ротора. При этом усилия, развиваемые потоком пара на рабочих лопатках, вращают диски и связанные с ними валы. Лопатка крупногабаритная, имеет высоту пера 1200 мм. Габариты лопаток последних ступеней обусловлены принципом действия турбины – по мере понижения давления пара при прохождении от 1-ой к последней ступени удельный объем пара сильно растет, что требует увеличения проходных сечений сопловых и рабочих решеток, и соответственно высоты лопаток и среднего диаметра ступеней.
Перо лопатки имеет сложную пространственную форму с переменными профилями сечений по длине. Сечения повернуты друг относительно друга, образуя закрутку пера, доходящую до 850. Спинка и корыто пера в сечении очерчены кривой переменного радиуса. Такой профиль пера лопатки обычно задают координатами отдельных точек.
Лопатка турбины имеет перо и замковую часть, на конце лопатки выполнена полка. Центр тяжести сечений расположен на радиально направленном луче, проходящем через центр тяжести корневого сечения.

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности