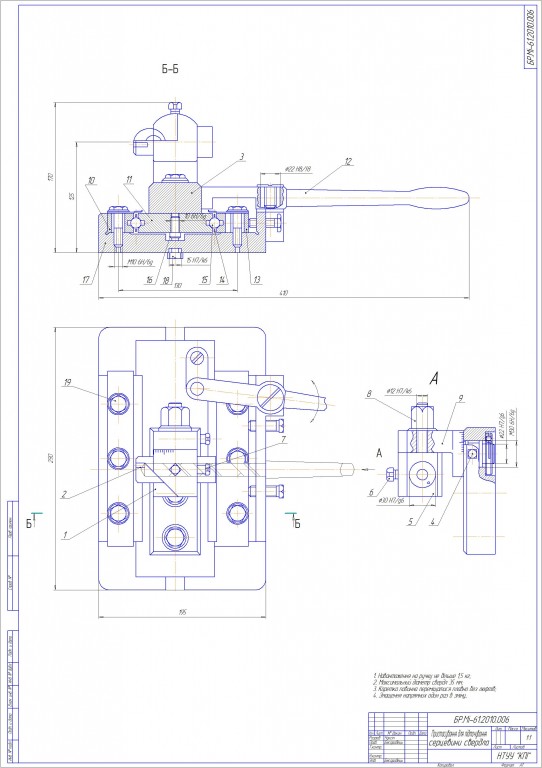
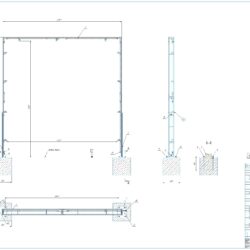
5.2 Пристосування для підточки робочої частини
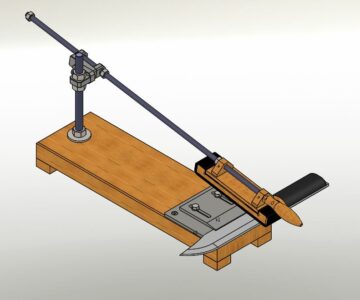
Підточування серцевини свердл виконується в пристосуванні на заточному верстаті(рисунок). Робочою частиною свердло вставляється в глухий отвір змінної втулки, закріпленої гвинтом 6 в державці 5. Фіксується свердло у потрібному положенні щодо шліфувального кола штіфтом 2, запресованим у торець втулки, на який свердло лягає передньою поверхнею біля вершини, а скошений виріз на кінці втулки забезпечує шліфувальному кругу вільний доступ до серцевини. По шкалі розподілені по державці 5 та стійці 9, у якій вона закріплена гайкою 8, можна встановити свердло під відповідними кутами до площини руху та до напрямку руху каретки 11 з підбивкою 3. Легкість, і плавність ходу каретки забезпечуються кульковими напрямними, полягають із двох сепараторів 14 з кульками 15 і рухомої 13 - та нерухомої 10 призм, які змонтовано в корпусі 17. Каретка переміщається за допомогою рукоятки 12, хід каретки обмежується пазом у корпусі і обмежником 16.
При налагодженні пристосування на столі заточного верстата стійку 9 потрібно повернути навколо осі за годинниковою стрілкою на кут φ, рівний 90°, φ > - кут розташування вирізу на кінці змінної втулки 1 щодо осі свердла. Державка 5 теж повинна бути повернена навколо своєї осі так, щоб хвостовик свердла виявився нижче площини шліфування під деяким кутом, величина якого, так само як і величина кута φ, задається кресленням свердла. Після установки свердла відносно шліфувального круга, державку 5 і стійку 9 потрібно закріпити відповідно гвинтами 7 і 4.
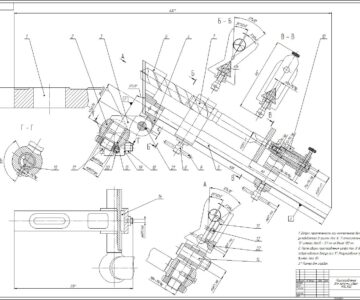
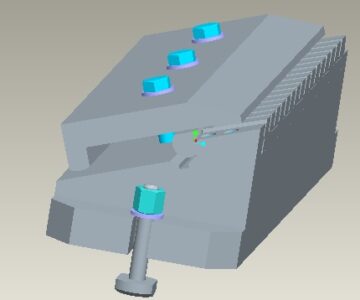
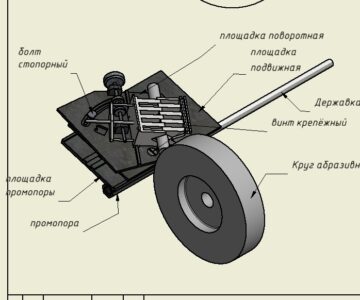
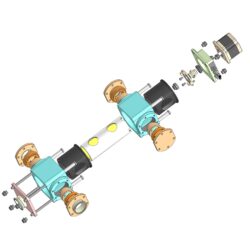
Пристосування для заточування циліндричних свердл встановлюється на супорті заточного верстата код. ЗБ6254 Підставка 1 отвором надівається на палець, установлений на столі верстата, і закріплюється гайкою. Циліндрична частина голівки 2 входить в отвір підставки і затискається в необхідному положенні гвинтом 4.
В отвір голівки вставлена втулка 3 із шпинделем 7 і стрижнем 10. Передній кінець стрижня має форму «ласточкин хвост», на який надівається стійка 9. При закручуванні гвинта 5 стійка притискається до торця шпинделя й фіксується в цьому положенні. В отвір стійки входить втулка 12 з ексцентричним отвором, у який вставляється свердло, що заточується. Свердло торцем одного пера впирається в конічне дно отвору втулки й при обертанні за годинниковою стрілкою притискається передньою поверхнею до штифта 13, запресованому у втулці. Друге перо, що заточується, виступає з торця втулки. Установка пристосування на кут 118° при вершині свердла здійснюється шляхом обертання пристосування навколо осі пальця таким чином, щоб вісь свердла була під кутом 59° до утворюючої циліндричної поверхні кола. Різальна кромка повинна перебувати в горизонтальному положення вище осі шліфувального круга на величину h=R*sin(α), де R - радіус шліфувального кола; α - задній кут свердла.
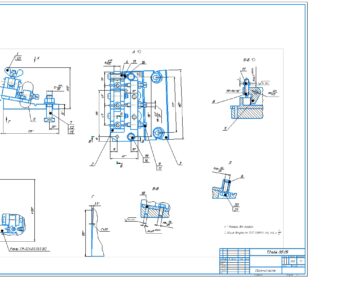
При установці втулка фіксується гвинтом 8. Заточування кожного пера свердла проводиться окремо. При заточуванні свердла шпиндель 7 на кулькових підшипниках обертається навколо осі правої руки робітника. Одночасно свердло передньою поверхнею притискається до штіфта і торцем впирається у дно отвору втулки. Заточування проводиться периферією плоского шліфувального круга. Фіксатор 6 призначений для закріплення шпинделя в пристосуванні при установці стійки 9 і втулки 12 у робочому положенні. Для запобігання пригоряння шліфувального круга покривається потрійним шаром парафіну.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности