Минский машиностроительный коледж
Годовая программа выпуска N=8000 шт.;
Годовой фонд времени работы оборудования Fэ=4015 час;
Масса детали g=8.6 кг;
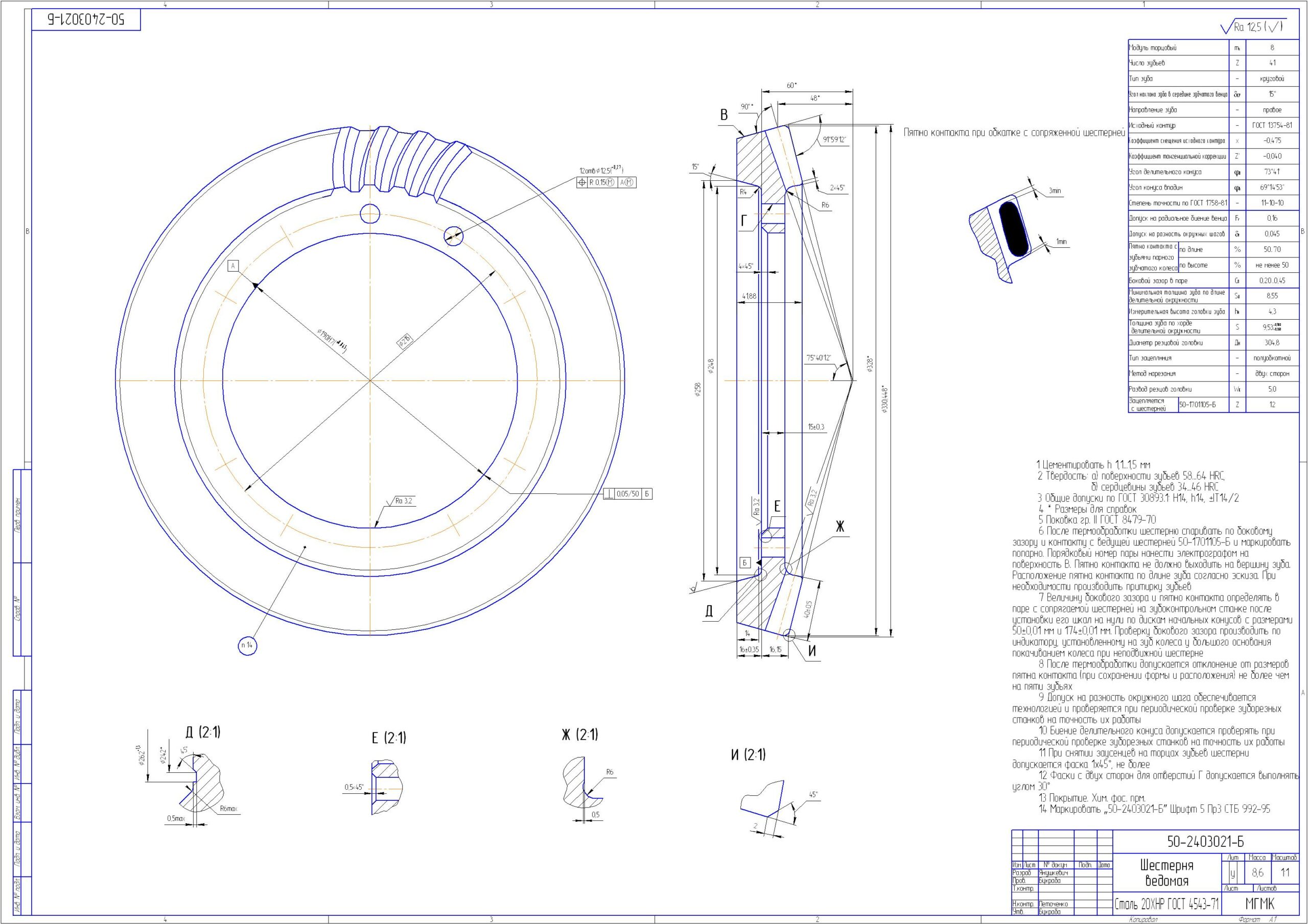
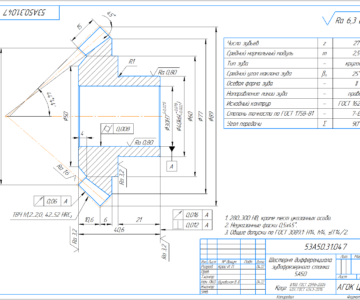
В данной работе предлагается новый техпроцесс изготовления шестерни дифференциала
ВВЕДЕНИЕ
1 ОБЩИЙ РАЗДЕЛ
1.1 Описание назначения и конструкции детали
1.2 Определение типа производства
2 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1 Анализ технологичности конструкции детали
2.2 Анализ существующего варианта технологического процесса
2.3 Перечень организационно-технических мероприятий по совершенство-
ванию существующего варианта технологического процесса
2.4 Выбор и экономическое обоснование выбора вида заготовки
2.5 Разработка технологического процесса
2.6 Определение межоперационных припусков, допусков и размеров
заготовки
2.7 Выбор оборудования
2.8 Выбор станочных приспособлений
2.9 Выбор режущего инструмента
2.10 Выбор средств контроля
2.11 Расчет режимов резания
2.12 Расчет технически обоснованных норм времени
2.13 Определение потребного количества оборудования и коэффициента
его загрузки
2.14 Разработка комплекта технологических карт
3 КОНСТРУКТОРСКИЙ РАЗДЕЛ
3.1 Описание конструкции и расчет станочного приспособления
3.2 Описание конструкции и расчет режущего инструмента
3.3 Описание конструкции и расчет мерительного инструмента
4 ОРГАНИЗАЦИОННЫЙ РАЗДЕЛ
4.1 Описание организации труда на спроектированном участке с раз-
работкой рациональной планировки участка
4.2 Мероприятия по охране труда, противопожарной защите и защите
окружающей среды
4.3 Стандартизация в дипломном проекте
5 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности