Предлагаемая полезная модель относится к машиностроению, преимущественно к лезвийной обработке. Основное преимущество полезной модели по сравнению с аналогами: более технологичная конструкция с точки зрения изготовления фрезерованием и штамповкой, а так же оптимизированная термодинамика за счет охвата охлаждающей трубкой всего контура резца.
Задача полезной модели – обеспечить наиболее эффективное охлаждение режущей кромки в тех случаях, когда применение СОЖ недопустимо (например, в связи с материалом заготовки).
Технический результат – снижение температуры в зоне резания.
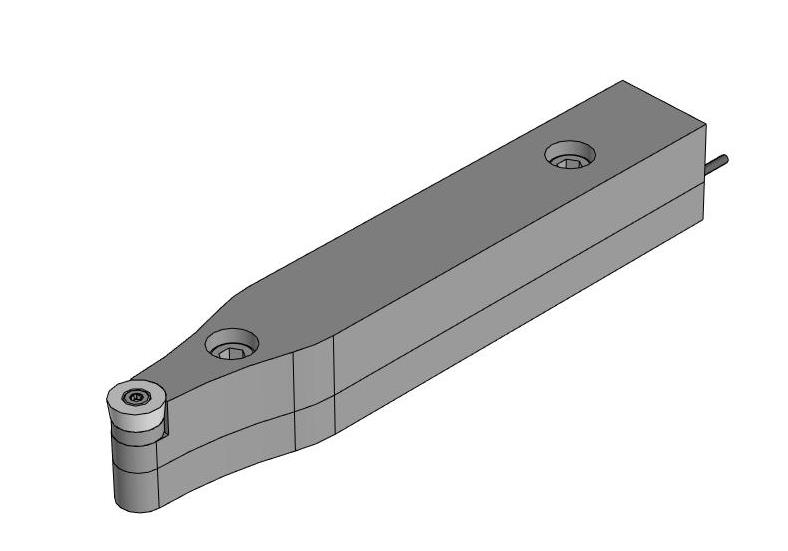
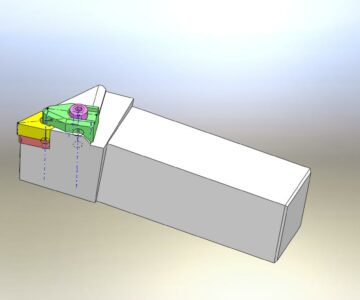
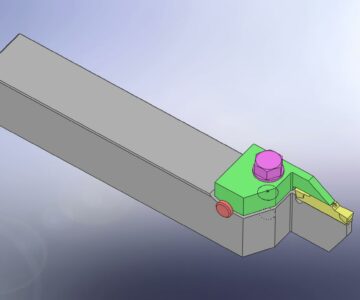
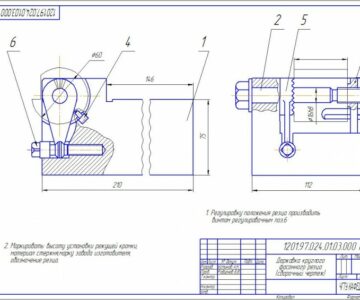
Нижний корпус имеет круглый паз сложного контура для расположения в нем охлаждающей трубки толщиной 0,2 мм. Верхний корпус дублирует этот паз. Соединение двух корпусов осуществляется соединительными винтами, проходящими в гладкие отверстия с цековкой верхнего корпуса и вкручивающимися в резьбовые отверстия нижнего корпуса. Режущая пластина устанавливается на опорную пластину, которая, в свою очередь, устанавливается в верхний корпус резца и прижимается прижимным винтом. В сборе резец имеет габариты 25×25×160 мм. Трубка выполнена единым телом и образует замкнутый контур, проходящий через тело резца. Через трубку прокачивается жидкий азот под давлением, который охлаждает тело резца вместе с пластиной до -170°С, за счет этого достигается охлаждение непосредственно в зоне резания.
Автор Дулов Д.В., в рамках курса организации разработок и исследований, telegram: @vaatgern
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности