Министерство Образования республики Башкортостан
ГАОУ СПО «Туймазинский индустриальный техникум»
Технология машиностроения
Курсовой проект Технология машиностроения
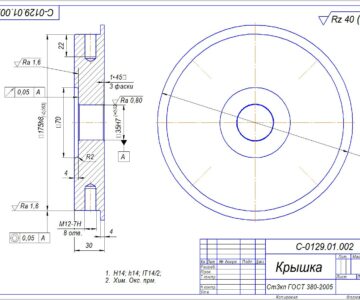
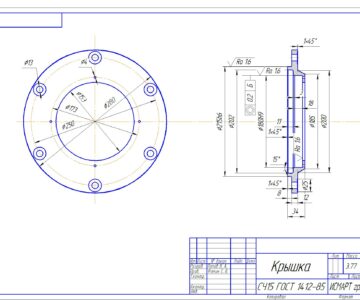
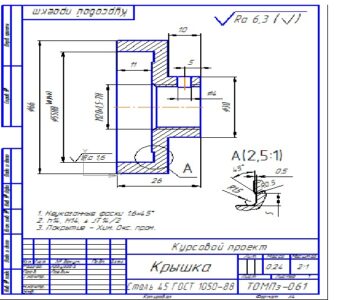
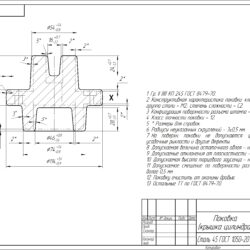
На тему: Проектирование технологического процесса изготовления (механическая обработка) детали: Крышка
Туймазы 2016
Основное служебное назначение детали крышка - в ограничении осевого перемещения вала, установленного на подшипниках в изделии, путём создания необходимого натяга или осевого зазора между торцом детали и торцом наружного кольца подшипника. А также для устранения попадания в полость редуктора пыли, грязи и других инородных элементов.
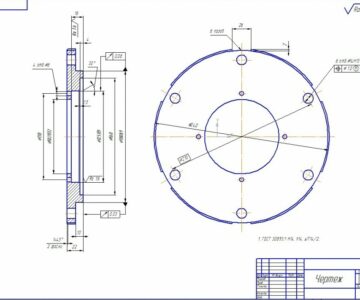
Базовой исходной информацией для проектирования технологического процесса (ТП) служит рабочий чертеж детали и технические требования к детали, регламентирующие точность, параметры шероховатости и другие требования качества; объем годового выпуска изделия или тип производства; чертеж общего вида заготовки.
Объем годового выпуска детали составляет 82300 штук.
Введение 5
1 Общий раздел 5
1.1 Описание конструкции и служебного назначения детали 5
1.2 Анализ детали на технологичность 5
2 Технологический раздел 8
2.1 Характеристика заданного типа производства 7
2.2 Выбор метода получения заготовки 8
2.2.1 Расчет общих, промежуточных припусков и размеров 9
2.2.2 Определение размеров заготовки.. 10
2.2.3 Технико-экономическое обоснование выбора заготовки. 11
2.3 Выбор технологических баз и технологического оборудования. 11
2.4 Разработка технологического процесса изготовления детали.. 12
2.5 Выбор средств технологического оснащения... 17
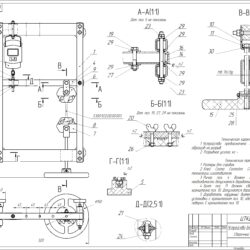
2.5.1 Выбор станочных приспособлений 17
2.5.2 Выбор режущего и вспомогательного инструмента.. 18
2.5.3 Выбор средств технического контроля.. 20
2.6 Расчёт режимов резания 21
2.6.1 Аналитическим способом. 21
2.6.2 Табличным способом 23
2.7. Расчет норм времени на все операции технологического процессса 24
2.8 Результативная часть. 26
Библиографический список.
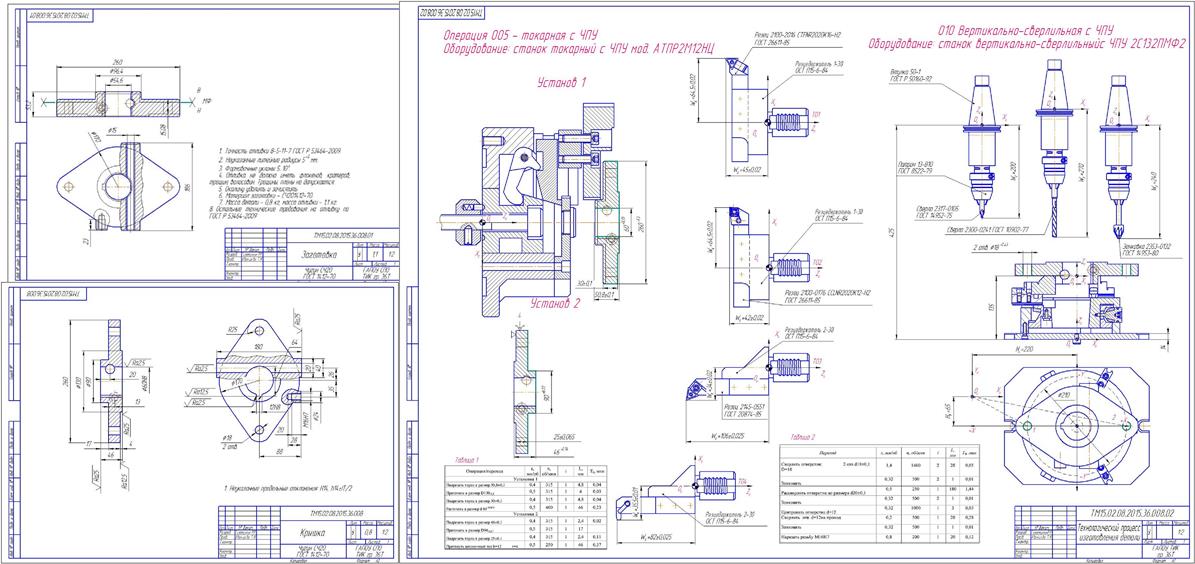
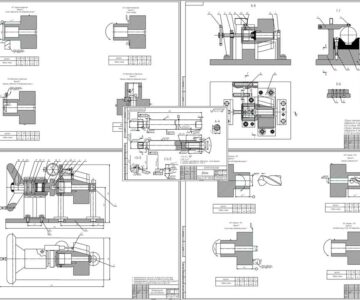
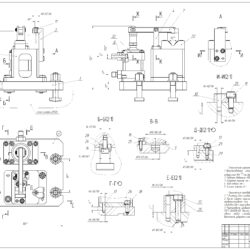
Графическая часть: Чертеж заготовки, Крышки, Чертеж технологического процесса
Операционная карта на сверлильную и токарную операции, карта технологического контроля.
Исходные данные: чертеж детали.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности