«СФУ»
Политехнический институт
Кафедра «Машиностроение»
Выпускная квалификационная работа в форме бакалаврской работе
Красноярск 2018
Исходные данные: Базовая технология сборки сварки барабана мостового крана Процесс изготовления изделия начинается с заготовительных операций, которые осуществляются в отдельном заготовительном цехе, откуда листы обечаек поступают, окончательно обработанные, с фасками.
Вальцовка и сварка секций обечаек
Сварка продольных стыков обечаек производится на роликовом стенде с применением автоматической сварки под слоем флюса, сначала внутренних продольных швов на флюсовой подформовке.
После наложения внутренних (подварочных) швов, выполняется сварка наружных швов секций автоматом АДФ 1202.
После сварки продольных швов осуществляется контроль ВИК ОТК и УЗД.
Сборка и сварка барабанов
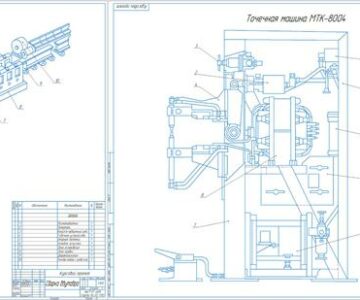
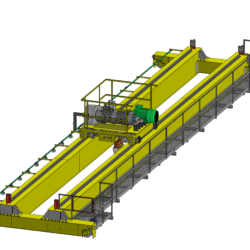
Сборка, сварка кольцевых стыков выполняется на универсальной сварочной установке. Сварка кольцевого шва выполняется на флюсовой подушке автоматом ТС-17. Наружные швы выполняются автоматом АДФ 1202. Годовая программа выпуска 24шт.
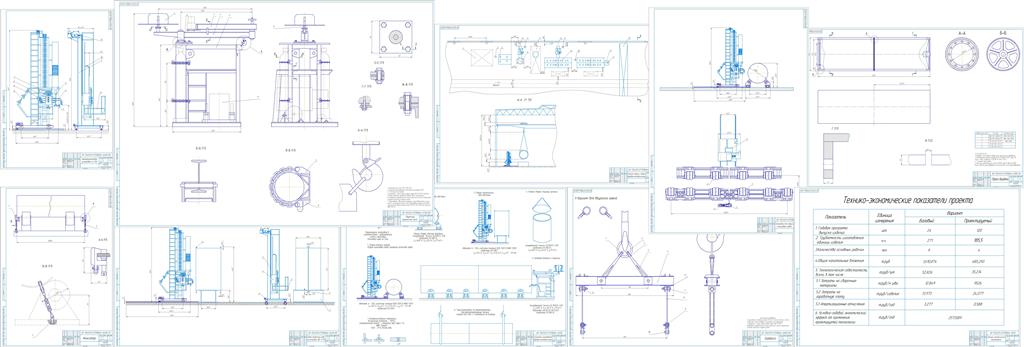
Целью данной выпускной квалификационной работе является разработка новой технология сборки-сварки барабана мостового крана и увеличения годовой программы выпуска до 120 шт. в год
Содержание
Реферат
ведение
1. Технологический раздел
1.1 Патентно-информационные исследования
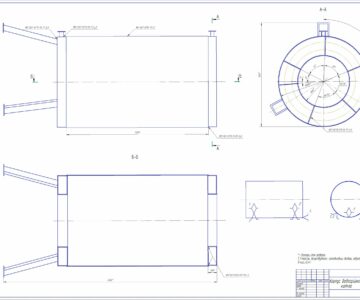
1.2 Описание и характеристика изделия
1.2.1 Базовая технология сборки и сварки барабанов мостовых кранов
1.2.2 Анализ базовой технологии
1.3 Технические условия на изготовление изделия
1.3.1 Сборка и подготовка металлоконструкции к сварке
1.3.2 Сварка металлоконструкции
1.3.3 Сварочные материалы
1.4 Свойства основного металла
1.4.1 Технологические свойства материала
1.4.2 Сварочные материалы
1.5 Разработка технологии процесса изготовления барабана мостового
крана
1.5.1 Описание
1.5.2 Расчет режимов сварки
1.6 Обоснование выбранных способов сборки, сварки
1.6.1 Определение сварочного тока
1.6.2 Выбор сварочных материалов
1.6.3 Выбор сборочного, сварочного оборудования и оснастки
1.7 Технические характеристики оборудования, используемого для
сварки
1.8 Контроль качества сварных соединений
1.8.1 Внешний осмотр
1.8.2 Радиографический контроль
1.8.3 Ультразвуковой контроль качества
1.8.4 Технические характеристики оборудования, используемого для
контрольных операций
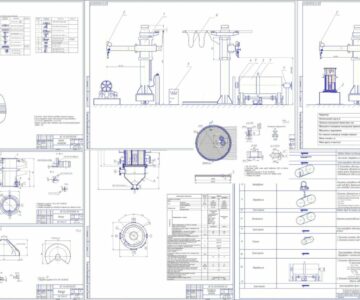
2. Расчетно - конструкторский раздел
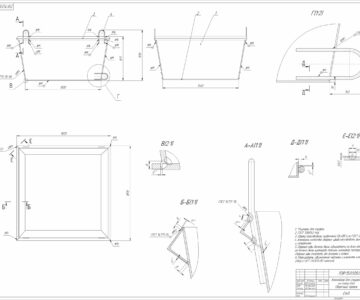
2.1 Описание приспособления
2.2 Расчет приспособления для сборки, сварки продольного шва
барабана мостового крана
2.3. Расчет элементов приспособления
2.3.1 Расчет силы затяжки прижима
2.3.2 Расчет момента завинчивания
2.3.3 Проверка на смятие
2.3.4 Проверка на срез
2.4 Расчет прижимного усилия развиваемого эксцентриком
2.5 Расчет приспособлений (струбцины) для сборки-сварки частей основания
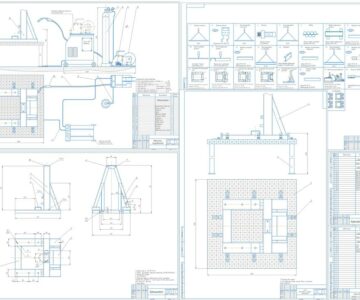
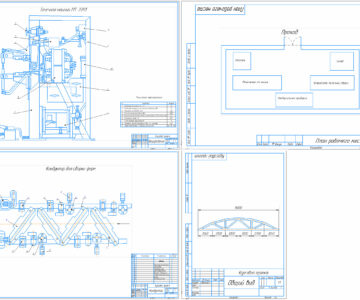
3. Организационно-экономический раздел
3.1 Технико-экономическое обоснование проекта
3.2 Расчет капиталовложений
3.3 Расчет себестоимости изделия
3.4 Определение типа производства
3.5 Расчет фондов времени работы оборудования, рабочих. Определение
потребного количества рабочих, оборудования и коэффициентов его загрузки
3.5.1 Определение потребности в оборудовании
3.5.2 Коэффициент загрузки оборудования
3.5.3 Определение норм времени на выполнение сборочно-сварочных
процессов по сравниваемым вариантам
3.5.4 Расчетное количество основных рабочих
3.5.5 Коэффициент занятости рабочих
3.5.6 Количество вспомогательных рабочих
3.6 Расчет текущих затрат по участку цеха
3.6.1 Затраты на сварочные материалы
3.6.2 Затраты на электродную проволоку
3.6.3 Затраты на газ
3.6.4 Затраты на флюс
3.6.5 Затраты на электроэнергию
3.6.6 Затраты на заработную плату
3.6.7 Затраты на амортизацию, текущий ремонт и обслуживание оборудования
3.7 Расчет годового экономического эффекта от внедрения проектируемой
технологии
Заключение
Список используемых источников
Приложение



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности