УГАТУ, каф. ОиТСП, курсовой проект по дисциплине "Основы конструирования технологического оснащения"
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных и неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Неразъемные соединения, выполненные с помощью сварки, называются сварными соединениями. Чаще всего с помощью сварки, соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов- пластмасс, керамик или их сочетания.
Для получения сварных соединений не требуется применение каких-либо специальных соединительных элементов (заклепок, накладок и др.). Образование неразъемного соединения обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений металлов характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов, появляющимися при сближении их на расстояние межатомного взаимодействие. Использование сварки при создании конфигураций позволяет экономить материалы и время. При этом открываются большие возможности механизации и автоматизации производства, создаются предпосылки для повышения производительности и улучшаются условия труда рабочих.
С развитием техники возникает необходимость сварки деталей разных толщин из разных материалов, и, как следствие, расширяется набор применяемых видов и способов сварки. В настоящее время сваривают детали толщиной от нескольких микрон (в микроэлектронике) до десятков
сантиметров и даже метров (в тяжелом машиностроении). Наряду с конструкционными углеродистыми и низколегированными сталями все чаще приходится сваривать специальные стали, легкие сплавы и стали на основе титана, молибдена, циркония и других металлов, а также разнородные материалы. От применяемой технологии сварки и качества выполнения сварочных работ во многом зависят качество и надежность готовых изделий, и эффективность производства в целом. Одно из наиболее развивающихся направлений в сварочном производстве - широкое применение механизированной и автоматизированной сварки, т.е. механизация и автоматизация, как самих сварочных процессов, так и комплексная механизация и автоматизация, охватывающая все виды работ, связанные с изготовлением сварных конструкций и созданием поточных и автоматизированных линий. Важное значение при этом отводится созданию специального оборудования и средств оснащения технологических процессов.
В условиях постоянного усложнения конструкций и роста объема сварочных работ большую роль играет правильное проведение технологической подготовки производства, в значительной степени определяющей его трудоемкость и сроки освоения, экономические показатели, использование средств механизации и автоматизации.
В условиях механизированного производства повышение производительности происходит за счёт снижения затрат времени на выполнение вспомогательных операций. Модернизация технологического оснащения позволяет получить экономию вспомогательных материалов за счёт их рационального использования.
Основной целью курсового проектирования является разработка технологического процесса изготовления сварной конструкции – корпус ВВТ.
Техническое задание
на проектирование технологического оснащения
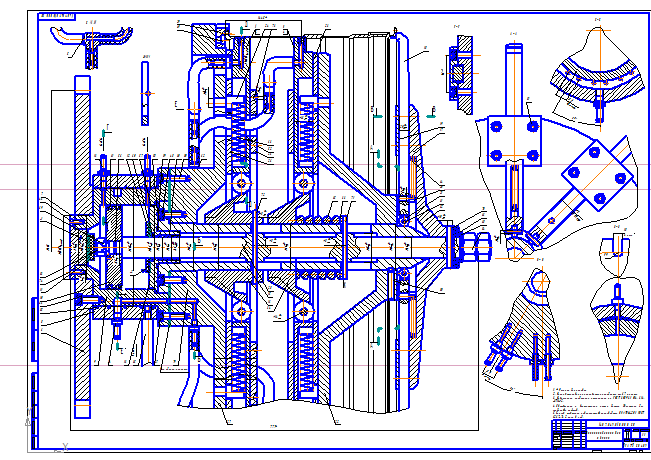
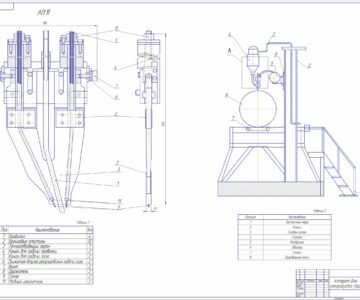
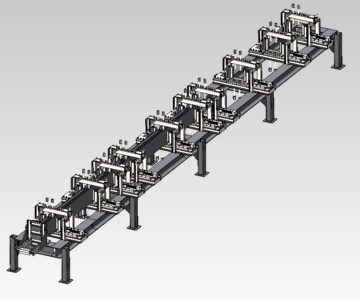
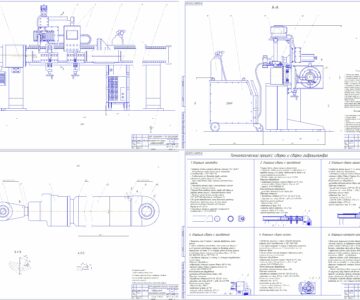
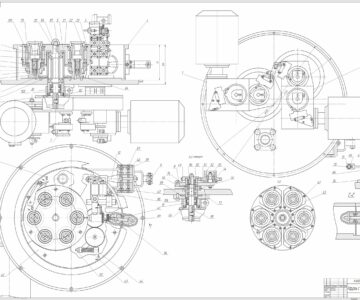
1. Установка для аргонодуговой сварки кольцевых швов корпуса ВВТ.
2. Назначение приспособления. Аргонодуговая сварка кольцевых швов корпуса воздуха-воздушного теплообменника из жаропрочного сплава.
3. Технические требования:
3.1 На установке свариваются фланец, оболочка и подузел корпуса с толщиной δ=2,5 мм, диаметром D=795 мм.
3.2 Свариваемые материалы ХН62ВМЮТ-ВД.
3.3 Режимы сварки: скорость сварки V=18-24 м/ч, сварочный ток I=160-180 А.
3.4 Cкорость подачи проволоки 18-27 м/ч.
3.5 Защита сварочной ванны и обеих сторон шва аргоном.
3.6 Требуемая производительность определяется размерами и материалом изделия.
3.7 Место размещения установки – цех № 8Б. Выделяемая площадь – 9,4 кв. м.
3.8 Подача деталей к установке и выдача изделия на тележки, вручную.
3.9 Электрическая схема должна быть взаимосвязана с источником питания ВСВУ-315 и иметь програмное управление по току в начале и конце сварки.
3.10 Предусмотреть защиту от излучения и чистоту зоны дыхания.
3.11 Установку выполнить согласно требованиям электробезопасности.
3.12 Питание установки от трехфазной сети частотой 50 Гц, напряжением 380 В; от магистрали давление сжатого воздуха давлением 63 МПа.
4. Дополнительные технические требования:
4.1 Установка обечаек в зажимное устройство осуществляется вручную, процесс сварки - автоматический.
4.2 Условия эксплуатации: температура 25 град., относительная влажность воздуха 65 %.




Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности