Уфимский государственный нефтяной технический университет
Кафедра технологии нефтяного аппаратостроения
Выпуская бакалаврская работа по направлению подготовки 15.03.01.62 «Машиностроение», профиль «Оборудование и технология сварочного производства»
На тему: "Технология механизированной сварки неповоротного стыка технологического трубопровода с применением самозащитной порошковой проволоки"
Уфа 2017
Бакалаврская работа, 91 л., 21 рис., 19 табл., 50 источников, 1 прил.
ТЕХНОЛОГИЧЕСКИЙ ТРУБОПРОВОД, РУЧНАЯ ДУГОВАЯ СВАРКА, МЕХАНИЗИРОВАННАЯ СВАРКА, САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА, FABSHIELD, «ФОРСАЖ», «LINCOLN ELECTRIC»
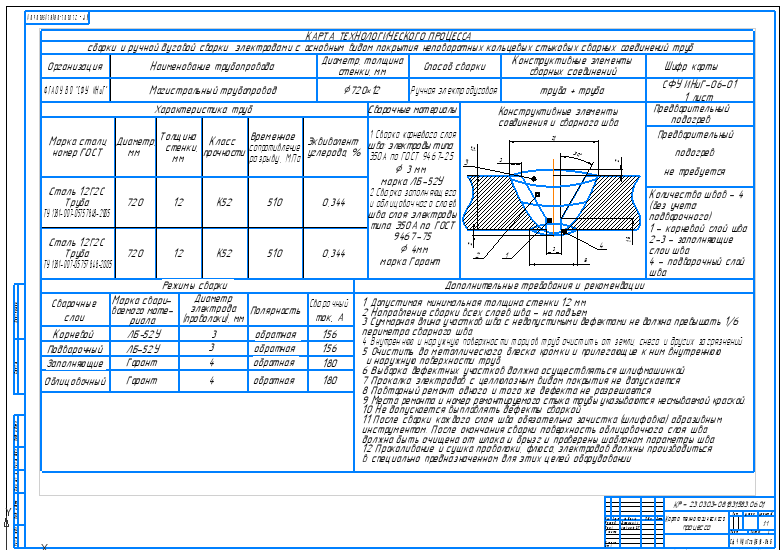
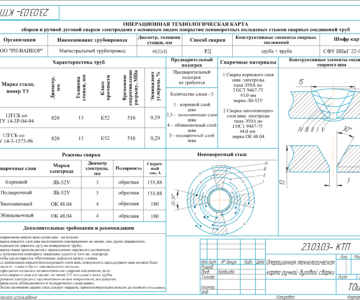
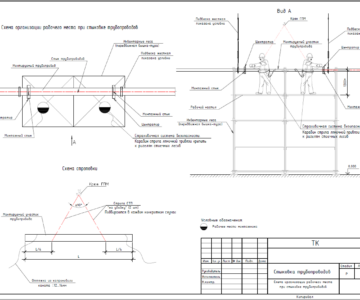
Объектом исследования является контур технологического трубопровода установки «Гидроочистка тяжелого газойля коксования» на объекте строительства АО ТАНЕКО в г. Нижнекамск.
В процессе строительства технологического трубопровода, при сварочных работах в качестве базового варианта используют ручную дуговую сварку основными электродами.
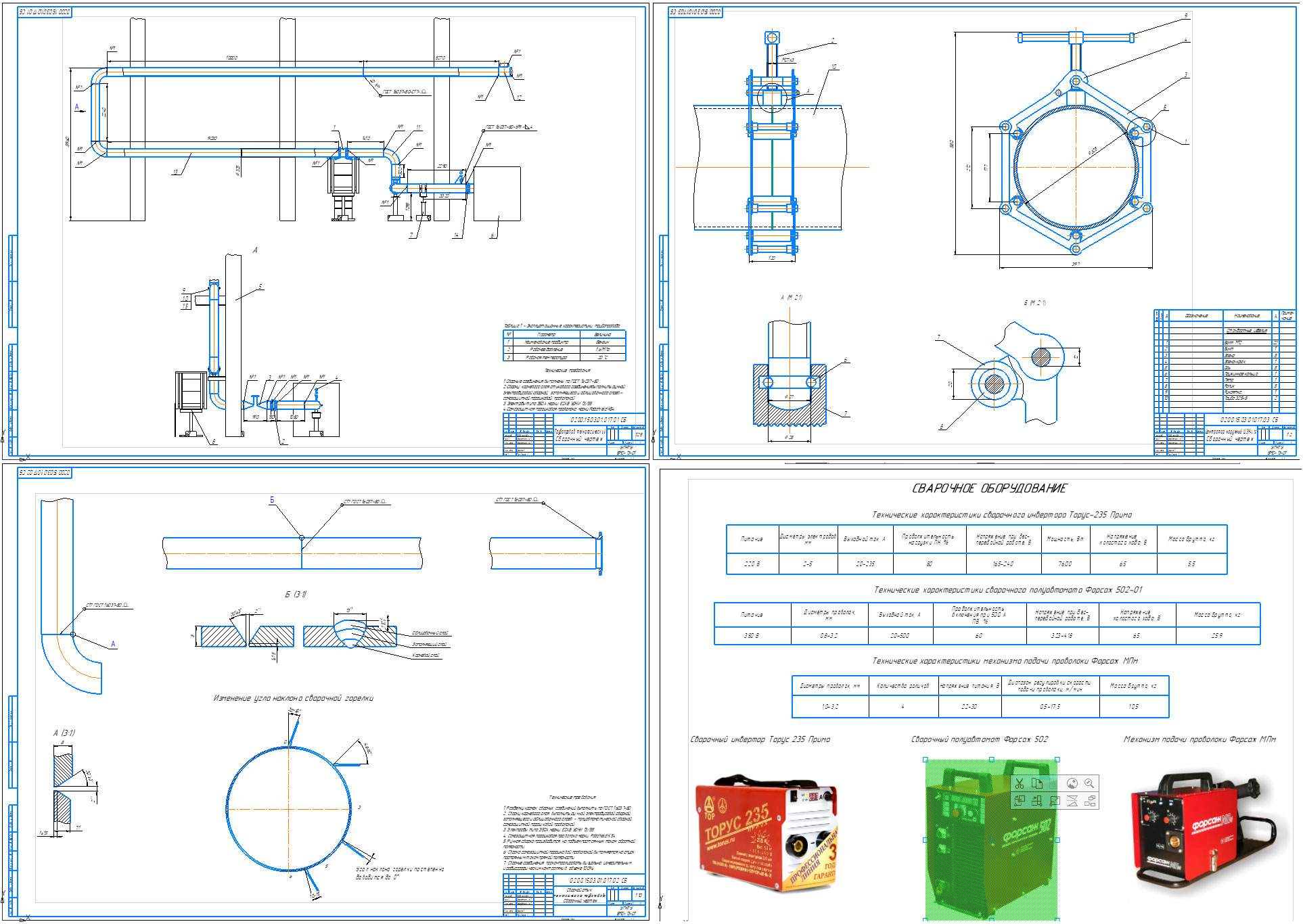
Цель проекта – замена базового варианта сварки за счет внедрения технологии механизированной сварки самозащитной порошковой проволокой.
В результате исследования на основе технических и экономических расчетов был обоснован выбор проектной технологии сварки. Также был обоснован выбор сварочного оборудования марки «Форсаж».
Эффективность проекта основывается на повышении производительности.
СОДЕРЖАНИЕ
Введение…………………………………………………………………………………...8
1 Общие сведения о трубопроводах……………………………………………………..9
1.1 Технологические трубопроводы…………………………………………………9
1.2 Классификация технологических трубопроводов……………………………..11
1.3 Способы монтажа технологических трубопроводов………………………….14
1.4 Способы сварки, применяемые при монтаже трубопроводов………………..18
1.4.1 Ручная дуговая сварка………………………………………………………18
1.4.2 Газовая сварка……………………………………………………………….20
1.4.3 Сварка неплавящимся (TIG) и плавящимся электродом (MIG/MAG) в среде защитных газов………………………………………………………20
1.5 Сварка порошковой проволокой………………………………………………..23
1.6 Нормативно-техническая документация, регламентирующая процесс монтажа (в т.ч. сварки) технологических трубопроводов………………………….28
1.7 Заключение по первой главе……………………………………………………29
2 Технологический анализ изготавливаемой конструкции…………………………...31
2.1 Обоснование выбора материала трубопровода………………………………..31
2.2 Оценка склонности стали к образованию горячих трещин…………………..32
2.3 Оценка склонности стали к образованию холодных трещин………………...33
2.4 Выбор присадочных материалов……………………………………………….34
2.5 Заключение по второй главе……………………………………………………38
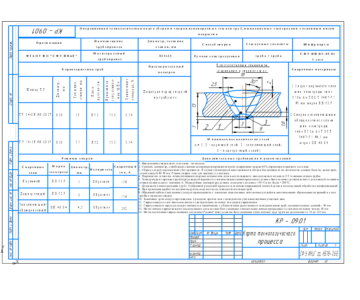
3 Расчет режимов сварки………………………………………………………………..39
3.1 Расчет режима ручной дуговой сварки………………………………………...39
3.2 Расчет полуавтоматической сварки самозащитной порошковой
проволокой…………………………………………………………………...43
3.3 Сравнение режимов сварки……………………………………………………..46
3.4 Заключение по третьей главе…………………………………………………...47
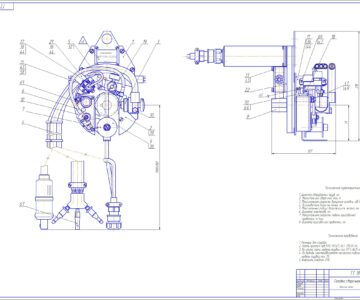
4 Подбор сварочного оборудования……………………………………………………48
4.1 Подбор основного сварочного оборудования…………………………………48
4.2 Подбор вспомогательного оборудования для сварки………………………...57
4.3 Заключение по четвертой главе…………………………………………….......61
5 Разработка маршрутного технологического процесса……………………………...63
5.1 Заключение по пятой главе……………………………………………………..65
6 Безопасность жизнедеятельности………………………………………………….....66
6.1 Анализ опасных и вредных факторов………………………………………….66
6.2 Мероприятия по обеспечению безопасности работников при выполнении сва-рочных работ………………………………………………………………..68
6.2.1 Организация обучения безопасности труда…………………………........68
6.2.2 Обеспечение безопасности на этапах проектирования………………......69
6.2.3 Защита от воздействия электрического тока…………………………......70
6.2.4 Защита от воздействия шума……………………………………………....70
6.2.5 Защита глаз от вредных факторов................................................................71
6.2.6 Защита от брызг металла…………………………………………………...71
6.2.7 Защита при проведении работ на высоте………………………………….72
6.2.8 Защита от сварочных аэрозолей……………………………………………72
6.2.9 Защита от механического травмирования…………………………………73
6.2.10 Защита от перегрузок……………………………………….......................73
6.3 Заключение по пятой главе………………………………………………….......73
7 Экономическое обоснование выбора варианта технологического процесса……...74
7.1 Расчет затрат на операцию сварки трубопровода ручной дуговой сваркой...75
7.1.1 Расчет затрат на материалы………………………………………………...75
7.1.2 Расчет затрат на заработную плату………………………………………...76
7.1.3 Расчет затрат на эксплуатацию оборудования………………………........76
7.1.4 Расчет затрат на исправления дефектов…………………………………...77
7.1.5 Расчет общепроизводственных и общехозяйственных расходов……….77
7.1.6 Определение себестоимости сварки узла трубопровода……………….78
7.2 Расчет затрат на операцию сварки трубопровода самозащитной порошковой проволокой……………………………………………………………………...79
7.2.1 Расчет затрат на материалы………………………………………………...79
7.2.2 Расчет норм времени на операцию сварки………………………………..80
7.2.3 Расчет затрат на заработную плату………………………………………..82
7.2.4 Расчет затрат на эксплуатацию оборудования…………………………....82
7.2.5 Расчет затрат на исправления дефектов…………………………………...82
7.2.6 Расчет общепроизводственных и общехозяйственных расходов……….83
7.2.7 Определение себестоимости сварки узла трубопровода………………83
7.3 Расчет экономической выгоды…………………………………………………84
7.4 Заключение по шестой главе……………………………………………………85
Заключение………………………………………………………………………………86
Список использованных источников…………………………………………………..88
Приложение А Технологическая карта………………………………………………...93