СИБИРСКИЙ ФЕДЕРАЛЬНЫЙ УНИВЕРСИТЕТ
Институт цветных металлов и материаловедения
институт Металлургия цветных металлов
Тема выпускной квалификационной работы: Проект реконструкции передела автоклавного выщелачивания пирротинового концентрата цеха производства элементарной серы Надеждинского металлургического завода ЗФ ОАО ГМК «Норильский никель» производительностью 850000 тонн концентрата в год.
Специальная часть: Совершенствование технологии и оборудования
В дипломном проекте было предложено внедрение нового газа-окислителя на стадии автоклавного выщелачивания пирротинового концентрата, а именно замена кислородно-воздушной смеси с содержанием кислорода 80% на печные газы плавильных агрегатов (SO2 20-25%) и использование комбинированного ПАВ (ЛСТ с присадкой ДП-4). Предложенные в проекте мероприятия позволяют значительно улучшить не только технико-экономические показатели процесса, но и повысить качество сульфидного концентрата по содержанию цветных металлов. Основными факторами экономической эффективности в данном случае являются:
- улучшение коллектирования высокодисперсных сульфидных частиц и ошламованных минералов МПГ, присутствующих в сульфатной пульпе;
- усиление гидрофобности поверхности частиц сульфидов и минералов МПГ, что способствовало их экстрагированию расплавленной серой на конечной стадии выщелачивания и образованию флотоактивных сростков.
- сокращение удельного расхода ПАВ, применяемого для предотвращения смачивания сульфидов расплавленной серой и ее агрегации.
- использование диоксида серы, образующегося в ПВП при плавке сульфидного никелевого сырья, для выщелачивания никель пирротинового сырья позволил исключить необходимость строительства установок по производству элементной серы с использованием дорогостоящего Клаус-процесса;
- исключение использования кислорода (в виде 80%-ой кислородно-воздушной смеси) в ГМП НМЗ на переделе автоклавного-окислительного выщелачивания.
В проекте предложен режим ангидридного автоклавного выщелачивания пирротинового концентрата с последующей грануляцией серы элементной
СОДЕРЖАНИЕ
Введение 8
1 Общая часть 10
1.1 Место расположения проектируемого предприятия 10
1.2 Минерально - сырьевая база проектируемого предприятия 12
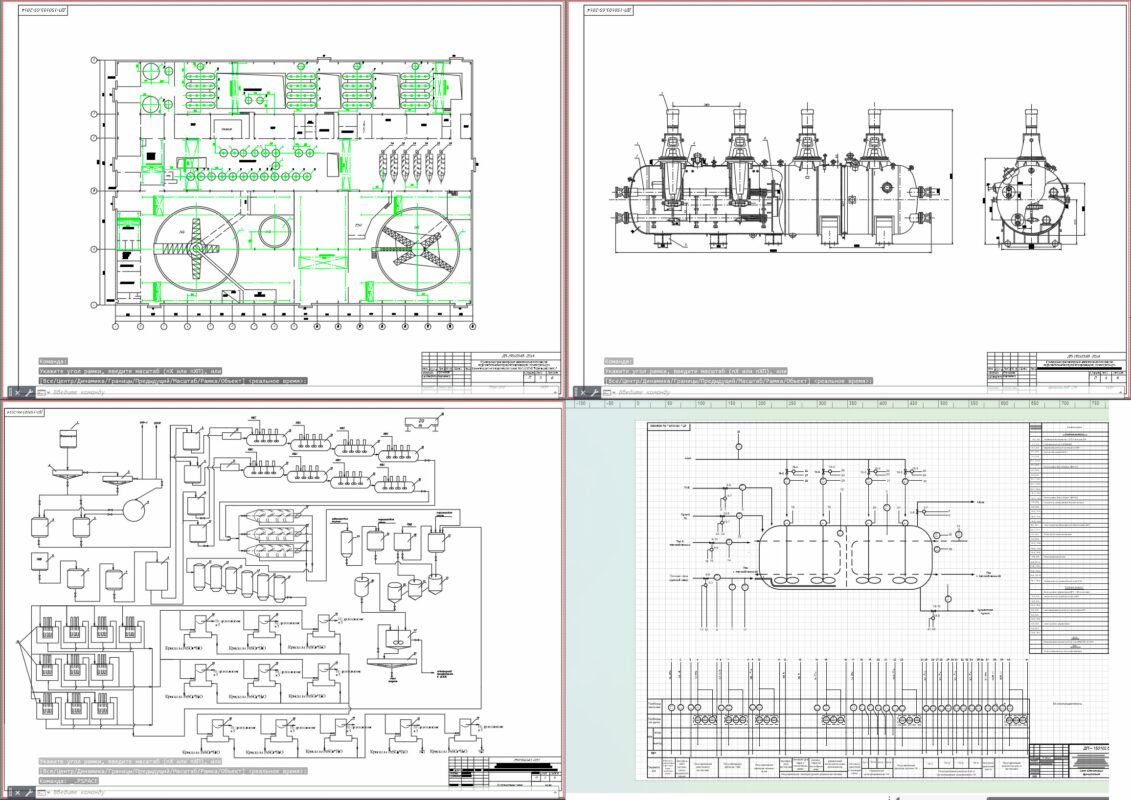
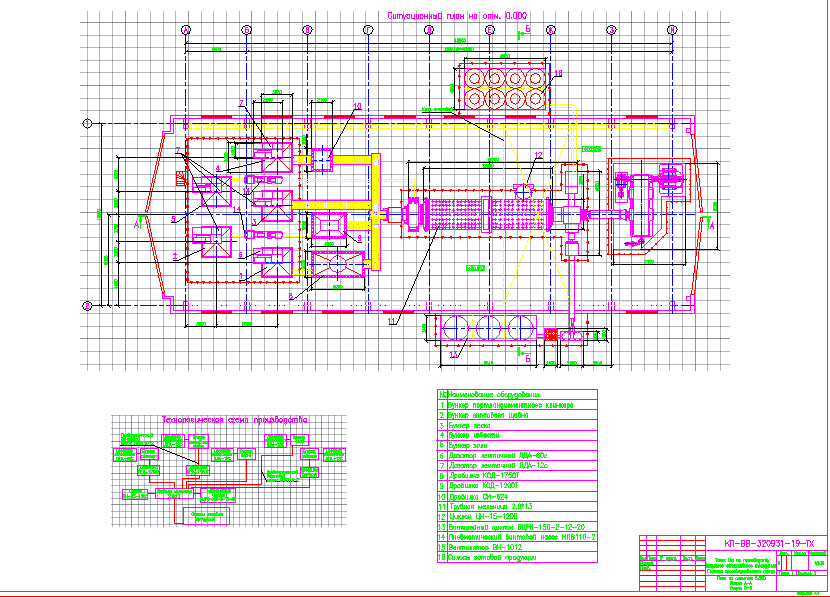
1.3 Технологическая схема проектируемого предприятия 15
2 Специальная часть 21
2.1 Теоретические основы технологии автоклавного окислительного выщелачивания пирротинового концентрата 21
2.1.1 Сгущение пирротинового концентрата 25
2.1.2 Автоклавное окислительное выщелачивания пирротиновых концентратов 27
2.1.3 Теоретические основы процесса осаждения цветных металлов 33
2.1.4 Влияние породообразующих минералов на процесс автоклавного выщелачивания 39
2.1.5 Поведение расплавленной серы при автоклавном выщелачивания 39
2.1.6 Реакционные газы, используемые в автоклавной гидрометаллургии 44
2.1.7 Роль ПАВ при окислении сульфидных материалов 45
2.1.8 Характер влияния основных параметров на показатели автоклавного выщелачивания 48
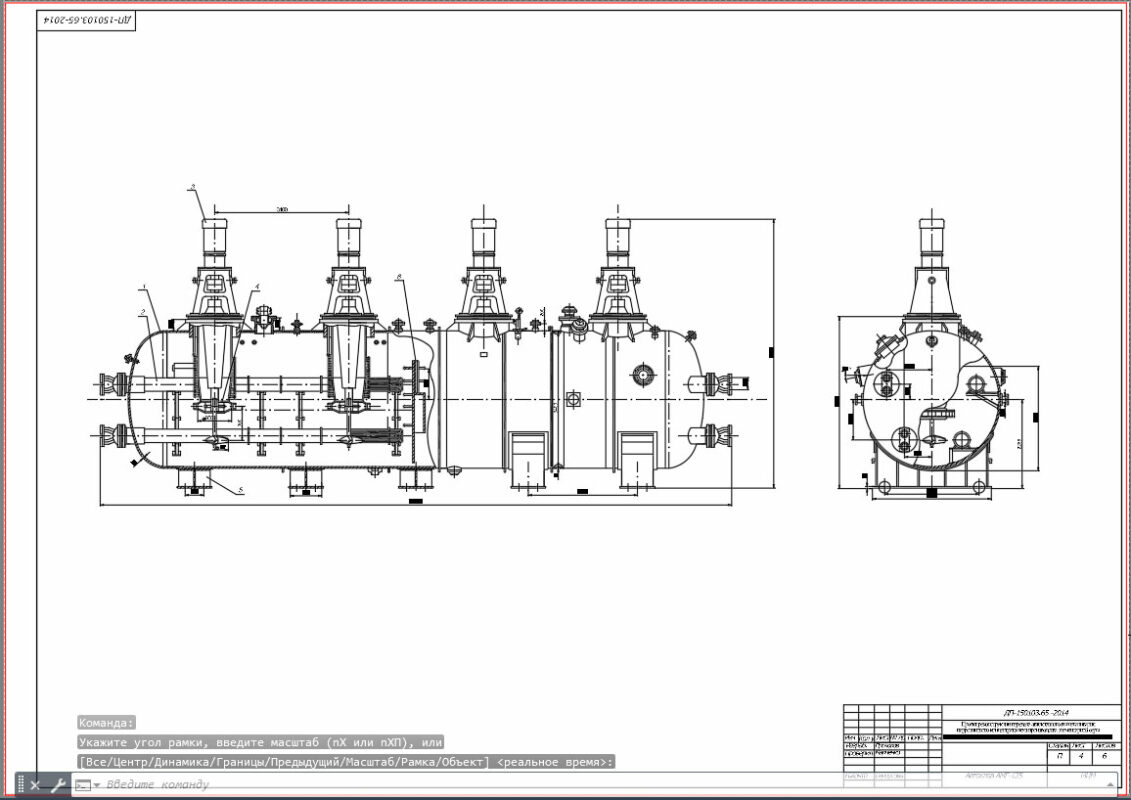
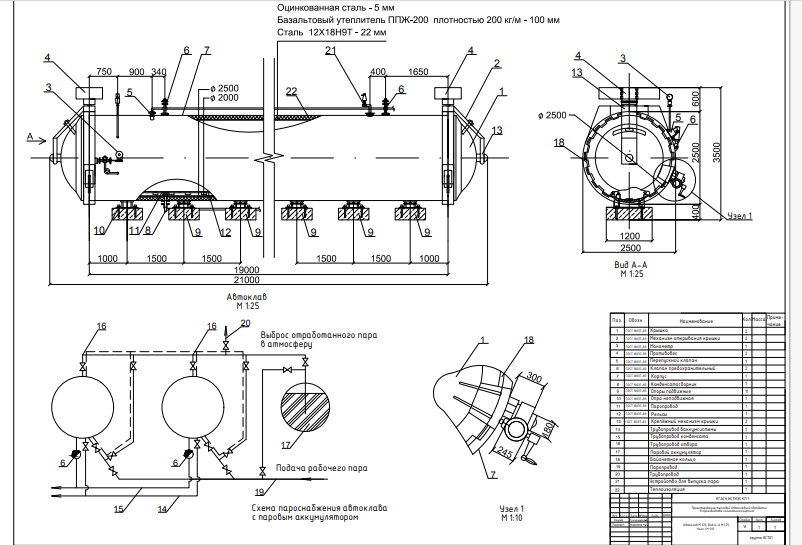
2.2 Аппаратурное оформление процесса автоклавного 51
выщелачивания пирротинового концентрата 51
2.3 Обзор процессов и технологий переработки пирротинового сырья 53
2.4 Предлагаемые в проекте способы усовершенствования процесса 68
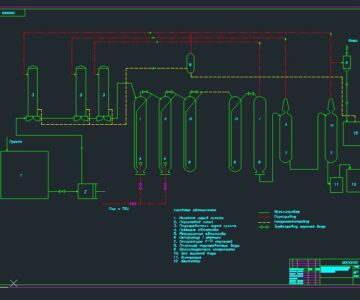
2.5 Описание аппаратурно-технологической схемы проекта 73
3 Металлургические расчёты 75
3.1 Расчет стадии выщелачивания 75
3.1.1 Применяемое сырье и реагенты 75
3.1.2 Расчёт рационального состава пирротинового концентрата 77
3.1.3 Расчёт количества прореагировавших минералов 78
3.1.4 Расчёт количества компонентов по уравнениям химических реакций 79
3.1.5 Расчёт количества твёрдой фазы сульфатной пульпы 79
3.1.6 Расчёт количества жидкой фазы сульфатной пульпы 84
3.1.7 Расчет материального баланса процесса автоклавного выщелачивания 85
3.3 Расчет стадии выпаривания железного купороса 90
3.4 Расчёт теплового баланса процесса автоклавного выщелачивания 95
3.5.Описание основного и вспомогательного оборудования 100
3.5.1 Дисковый вакуум-фильтр непрерывного действия 100
3.5.2 Классификация центрифуг, их описание 101
3.6 Расчет основного и вспомогательного оборудования 104
4 Автоматизация 109
4.1 Роль автоматизации процессов металлургического производства 109
4.2 Характеристика объекта автоматизации 110
4.3 Выбор контролируемых и регулируемых параметров 112
4.4 Выбор технических средств автоматизации технологического процесса 114
4.5 Выбор микропроцессорного контроллера 117
4.6 Выбор ЭВМ 118
4.7 Структура АСУТП 119
4.8 Описание функциональной схемы автоматизации 121
5 Строительная часть 125
5.1 Исходные данные 125
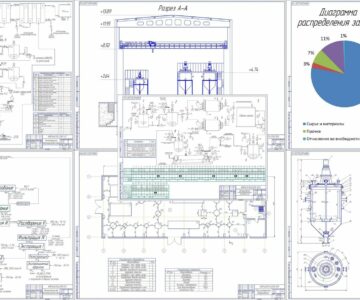
5.2 Архитектурно-конструктивное решение производственного здания и санитарная техника 125
5.3 Вспомогательные помещения и их расчет 126
6 Безопасность жизнедеятельности 129
6.1 Безопасность жизнедеятельности в производственной среде (охрана труда) 129
6.1.1 Анализ опасных и вредных производственных факторов 129
6.1.2 Технические и организационные мероприятия по охране труда 133
6.1.3 Мероприятия по производственной санитарии 138
6.1.4 Мероприятия по пожарной и взрывной безопасности 141
6.2 Охрана окружающей среды 141
6.2.1 Анализ промышленных загрязнений окружающей среды 141
6.2.2 Природоохранные мероприятия по защите атмосферы, гидросферы и литосферы 142
7 Экономическая часть 144
7.1 Расчет изменения выпуска металлов в сульфидный концентрат 144
7.2 Материальные балансы двух технологий по переработке пирротинового концентрата 145
7.3 Проектная часть: обоснование основных технико-экономических показателей процесса 150
7.3.1 Производственная программа двух технологий 150
7.3.2 Расчет стоимости капитальных вложений в основные средства предприятия 153
7.3.4 Расчет капитальных вложений в передаточные устройства и амортизационных отчислений 156
7.3.5 Расчет капитальных вложений в сооружения и амортизационных отчисления 157
7.3.6 Расчет капвложений в силовое оборудование 157
7.3.7 Расчет капвложений в контрольно-измерительные приборы 157
7.3.8 Расчет капитальных вложений в транспортные средства 157
7.3.9 Расчет капвложений в инструмент, инвентарь, прочие основные фонды 158
7.3.10 Расчет амортизационных отчислений 158
7.4. Планирование численности и фонда оплаты труда работников 159
7.4.1 Расчет графика сменности 159
7.4.2 Расчет численности работающих 160
7.4.3 Расчет затрат на производство продукции 163
7.4 Планирование финансовых результатов 173
7.5 Расчет показателей эффективности аналога и проекта 174
Заключение 177
Список используемых источников 178


Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности