Белорусский государственный технологический университет
Кафедра машин и аппаратов химических и силикатных производств
Курсовая работа по дисциплине "Процессы и агрегаты производства строительных материалов"
На тему "Проект установки для тепловлажностной обработки ЖБ панелей (автоклав) для завода производительностью 60 тыс. м3 /год "
Минск 2016
Целью данного курсового проекта является проектирование проходного автоклава для производства газобетонных панелей. Проект установки автоклава заключается в проведении технологического расчета, а также разработке графического материала.
Графическая часть включает:
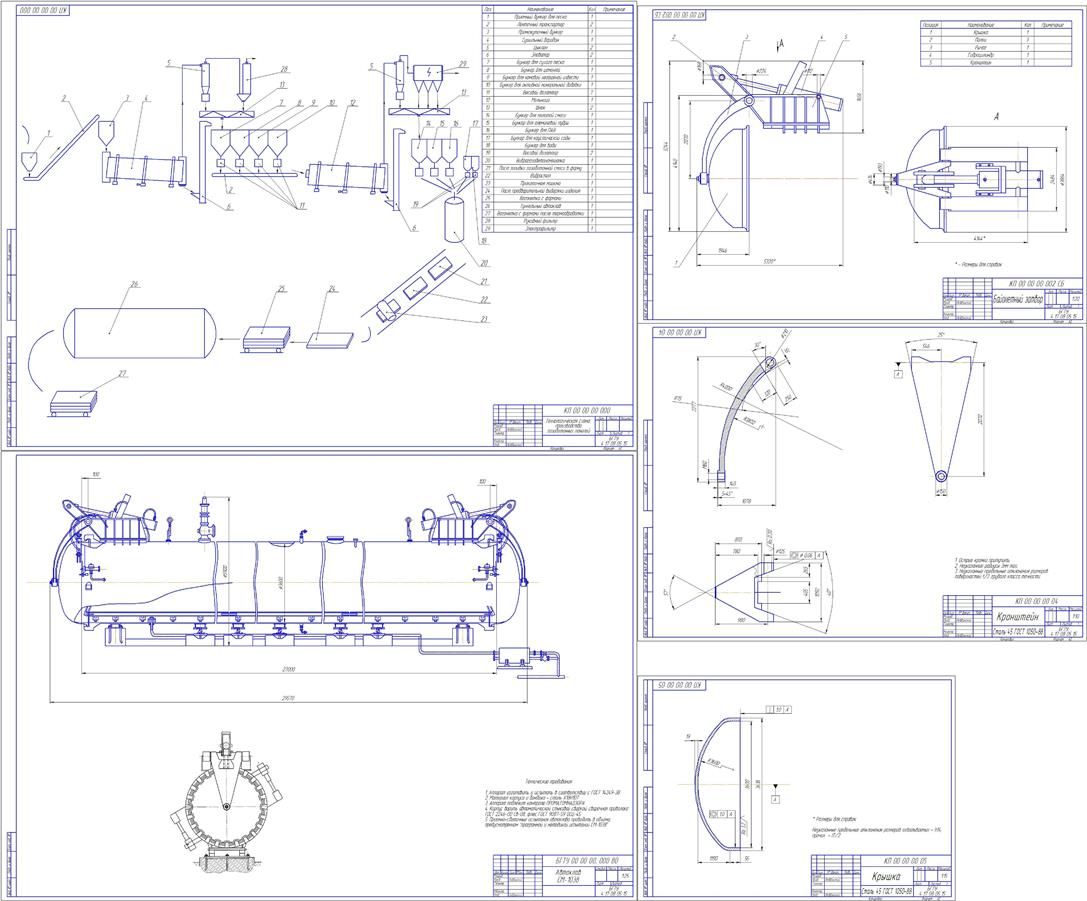
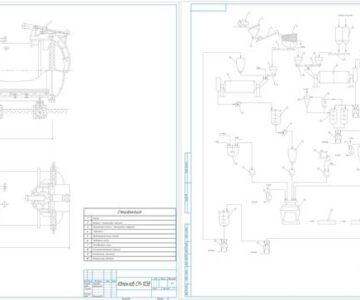
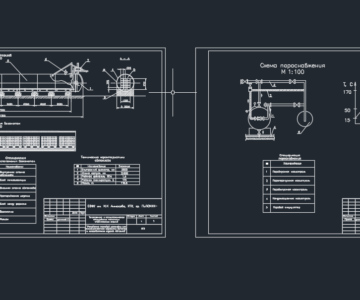
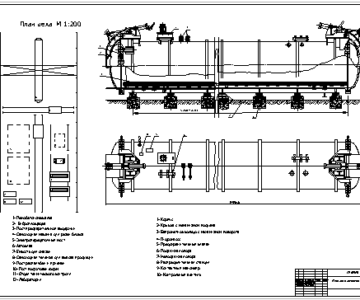
1) Технологическую схему (1 лист ф. А1);
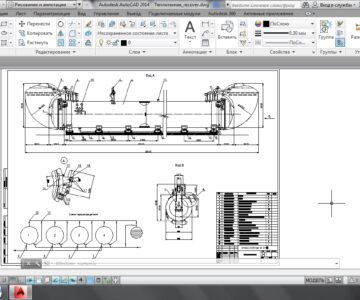
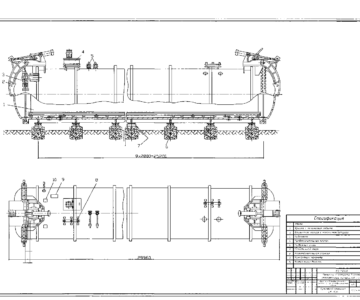
2) Общий вид аппарата (1 лист ф. А1);
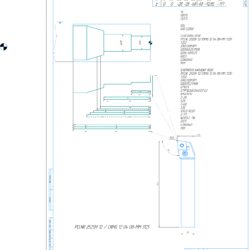
3) Сборочный чертеж узла аппарата(байонетный затвор)
4) Рабочие чертежи
Прототип Автоклав СМ-1038. Автоклавы представляют собой герметически закрывающиеся сосуды, предназначенные для ТВО изделий из теплоизоляционных и силикатных бетонов паром под давлением выше атмосферного (рис. 2.1). Автоклавы могут быть прямоугольные или цилиндрические, тупиковые (с одной крышкой) или проходные (с двумя крышками). Рабочее избыточное давление составляет от 0,8 до 2,5 МПа.
Автоклав работает следующим образом: сначала путем подачи пара при атмосферном давлении поднимают температуру до 100 °С, потом до максимальной температуры, при которой проводится изотермическая выдержка. При изотермической выдержке пар подается только на компенсацию потерь теплоты. По окончании выдержки начинается двухступенчатое охлаждение.
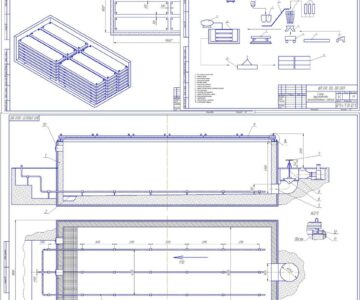
Выбор типа и размера автоклава зависит от габаритов изделий, технологии их изготовления и производительности предприятий. Чаще всего применяют автоклавы диаметром от 2 до 3,6 м. При большой мощности предприятий наиболее эффективны проходные автоклавы длиной до 40 м, обеспечивающие поточность производства. Длина автоклава должна быть кратна размерам изделий, потому что неиспользуемая длина снижает коэффициент заполнения объема и увеличивает удельный расход пара, который обычно составляет 300...400 кг/м3.
Тип автоклава выбирают, исходя из соображений технологии и по наибольшему коэффициенту заполнения, который должен составлять 0,1...0,35.
Автоклавная обработка изделий из изоляционных и силикатных бетонов в автоклаве дает возможность получать высококачественные изделия при применении даже низкомарочных цементов или местных вяжущих. Этому способствует повышенное давление в сочетании с высокой температурой. [2]

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности