Южно-Уральский государственный университет
Кафедра обработки металлов давлением
Курсовой проект по дисциплине "Проектированию форм для литья под давлением деталей из термопластических масс на термопластавтоматах"
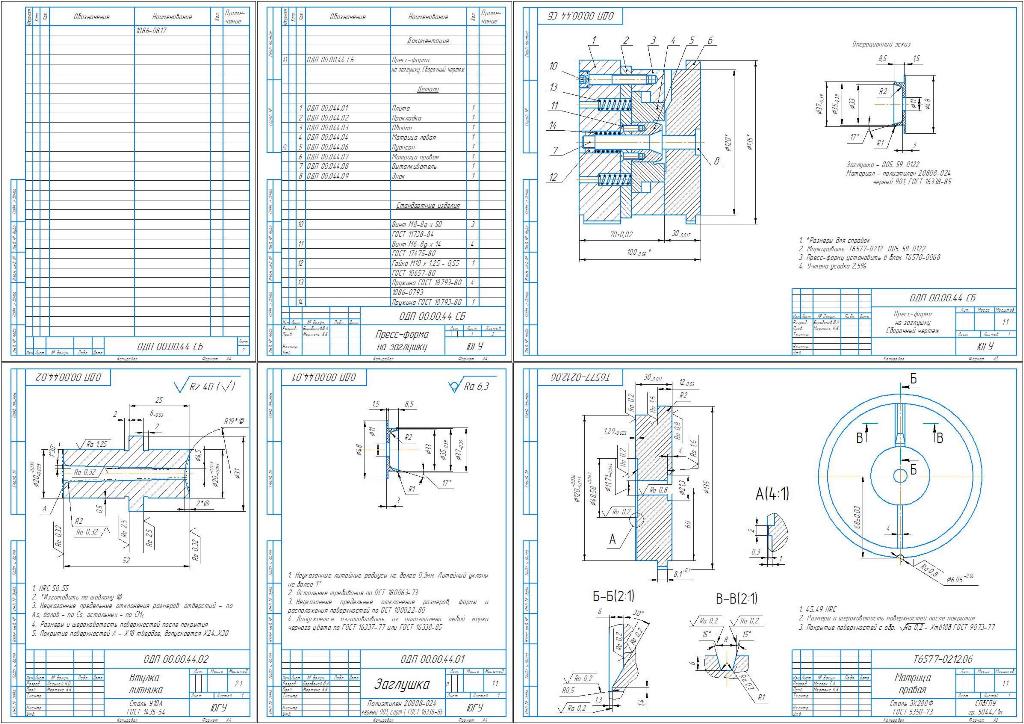
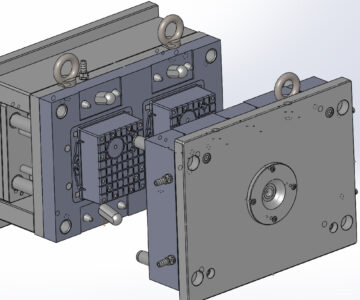
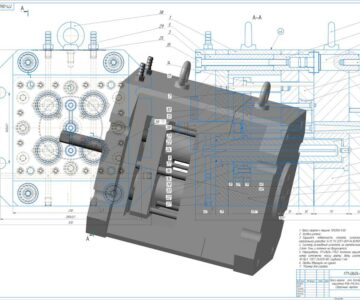
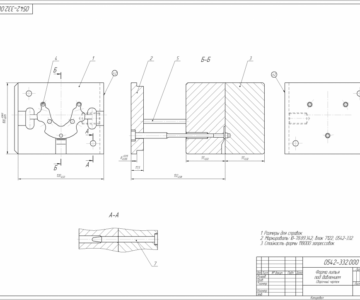
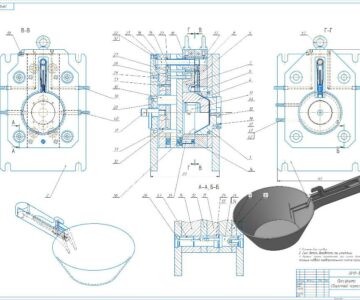
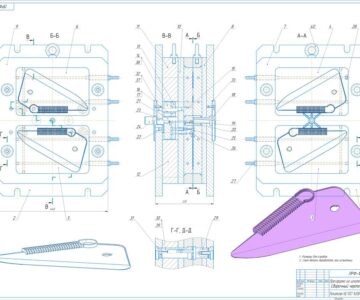
На тему:"ПРОЕКТИРОВАНИЕ ФОРМЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ДЕТАЛИ «ЗАГЛУШКА» ИЗ ПЛАСТМАССЫ"
Челябинск 2013
Литье под давлением – наиболее производительный метод изготовления деталей из пластмасс. Он осуществляется на литьевых машинах и термопластавтоматах. В данном случае выбираем термопластавтомат ДЕ3121.1. Ниже приведены его характеристики.
Характеристики литьевой машины:
- диаметр шнека – D=22 мм;
- номинальный объем впрыска – Vвпр = 23 см3;
- номинальное давление литья (в материальном цилиндре) - 180МПа;
- номинальная объемная скорость впрыска – 25 см3/с;
- номинальное усилие запирания формы –125 кН;
- высота формы:
наибольшая - hmax=160 мм,
наименьшая - hmin=110 мм;
- наибольшее расстояние между плитами - 320мм;
- ход подвижной плиты (при наибольшей высоте инструмента) - 160мм;
- расстояние между колоннами в свету:
по горизонтали - 200 мм,
по вертикали - 160 мм;
- диаметр сопла - Dс= 4мм;
- диаметр отверстия формы - d=4,5мм
Оглавление
Введение
Техническое задание
1. Выбор литьевой машины.
2. Определение расположения изделия в форме
3. Расчет количества гнезд в форме
4. Выбор и расчет литниковой системы
4.1. Центральный литниковый канал
4.2. Разводящие каналы
4.3. Впускные каналы
5. Вентиляционные каналы
6. Выбор выталкивателя
7. Определение величины раскрытия формы
8. Расчет исполнительных размеров гладких оформляющих деталей форм
Список литературы
Приложение
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности