Жлобинский государственный металлургический колледж
Металлургическое производство и материалообработка
Дипломный проект на тему "Разработка технологии изготовления металлокорда конструкции 3+2x0,35HT"
Жлобин 2014
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 5
1 ОБЩАЯ ЧАСТЬ
1.1 Общая характеристика сталепроволочного цеха 7
1.2 Определение требований к исходной заготовке 7
1.3 Требования к готовой проволоке под металлокорд 9
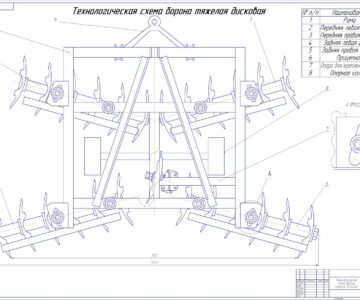
1.4 Разработка общей технологической схемы изготовления металлокорда 10
2 СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Выбор состава основного и вспомогательного оборудования, расчет его необходимого количества на выполнение производственной программы 18
2.2 Расчет геометрических параметров элементов металлокорда 20
2.3 Определение технологических параметров свивки 22
2.4 Определение требуемой мощности электродвигателей свивочной машины 23
2.5 Расчет требуемого количества проволоки 24
2.6 Разработка транспортной схемы 24
3 ЭКОНОМИЧЕСКАЯ ЧАСТЬ
3.1 Расчёт себестоимости продукции 25
3.2 Расчёт свободной отпускной цены, прибыли и рентабельности 30
3.3 Расчет основных технико-экономических показателей 31
4 ОХРАНА ТРУДА
4.1 Охрана труда на производственном участке по изготовлению металлокорда 32
4.2 Предельно допустимые концентрации(ПДК). Особенности воздействия производственной пыли на организм человека 34
4.3 Организация контроля за состоянием охраны труда на предприятии 37
5 МЕРОПРИЯТИЯ ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
5.1 Система управления окружающей средой. Основные требования экологической политики 41
5.2 Цели и задачи. Плановые экологические показатели 42
ЗАКЛЮЧЕНИЕ 44
СПИСОК ЛИТЕРАТУРЫ 45
ПРИЛОЖЕНИЕ
ВВЕДЕНИЕ
Метизное производство – это подотрасль черной металлургии. Метизами называют группу широко распространенных металлических изделий промышленного назначения: проволоку и проволочные изделия (стальные канаты, металлокорд, пружины, сварочные электроды, металлические сетки и др.); крепежные изделия (болты, винты, шурупы, шайбы и т.п.); ленту холоднокатаную и плющенную; калиброванную сталь (сортовая холоднотянутая, серебрянка, стальные фасонные профили высокой точности). Метизы – продукция четвертого передела, завершающая металлургический цикл (производство чугуна, стали, проката).
Белорусский металлургический завод – относиться к классу мини-заводов с неполным металлургическим циклом, основным сырьем для которого является металлолом и металлизованные окатыши. На заводе установлено передовое высокопроизводительное оборудование. Для управления технологическими процессами применяются 23 автоматизированные системы управления, все основные технологические операции охвачены локальными системами управления.
Основными потребителями продукции“БМЗ” в СНГ являются машино-строительные и автомобилестроительные предприятия, метизные, шинные, трубные заводы, заводы железобетонных изделий, в том числе ВАЗ, КамАЗ, МАЗ, Минский тракторный завод, Нижнекамский, Ярославский, Бобруйский, Белоцерковский шинные заводы.
Продукция сталеплавильного и прокатного переделов экспортируется в США, Великобританию, Германию, Швецию, Норвегию, Финляндию, Бельгию, страны Ближнего Востока, Юго-Восточной Азии, Южной Америки и Африки.
На БМЗ ведется работа по повышению разрывного усилия металлокорда за счет более полного использования ресурса характеристик материала. Начатопроизводство сверхвысокопрочного металлокорда с прочностью исходной проволоки на уровне 3500 – 3800 МПа. В настоящее время у потребителей проходят испытания экспериментальные образцы металлокорда из такой проволоки.Но хотя с увеличением уровня прочности стоимость металлокорда возрастает, применение металлокорда ультравысокой прочности в каркасе легковых, легкогрузовых и грузовых шин взамен текстильного корда или высокопрочного металлокорда позволяет значительно снизить вес шин, или при одинаковом весе увеличить прочность конкуренции. Это должно компенсировать затраты, связанные с увеличением стоимости металлокорда нового поколения.
Таким образом, использование новых материалов для производства металлокорда позволяет снижать вес и резиносодержание шин на 6-25%
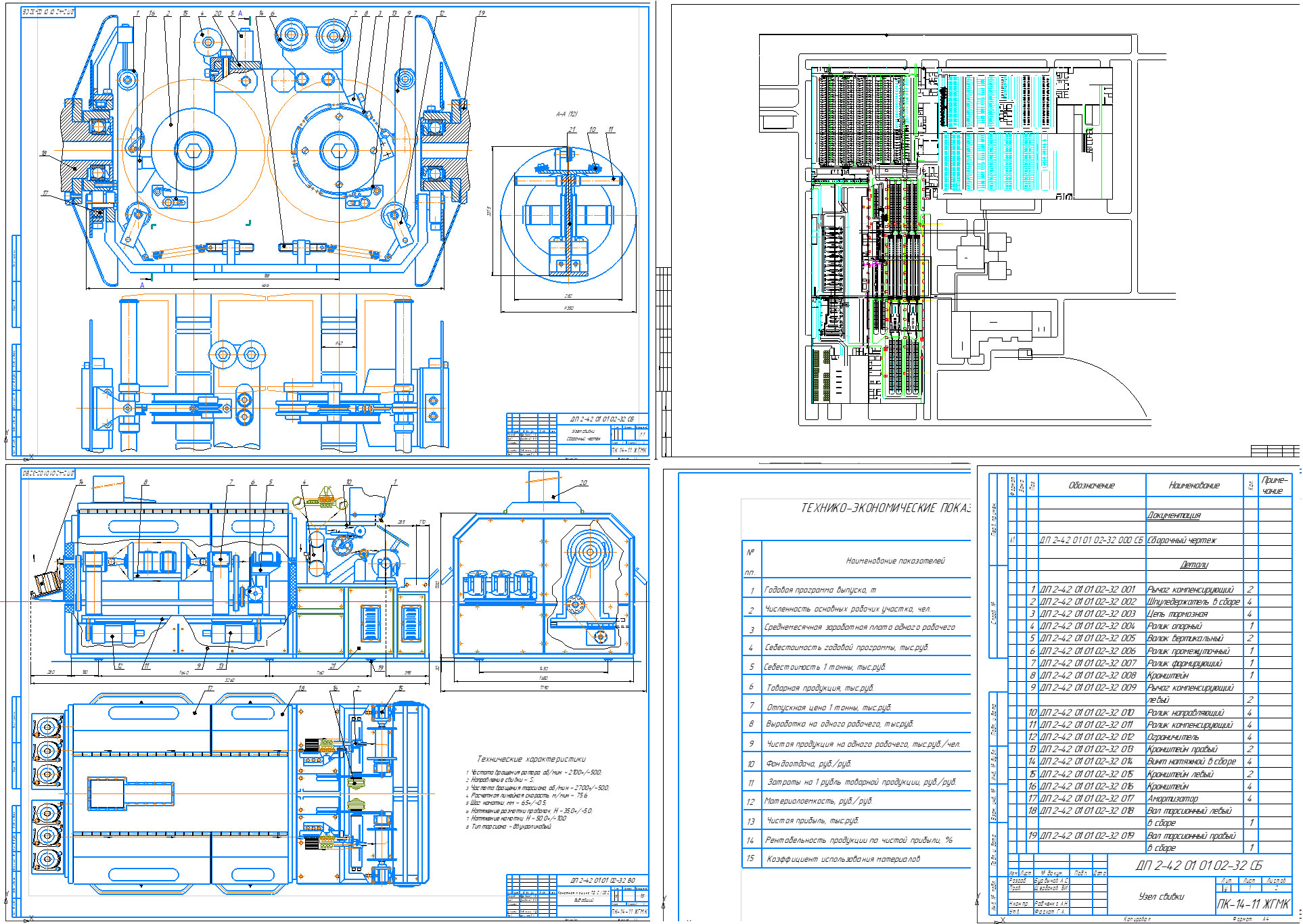
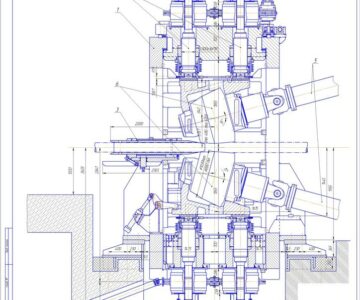
Канатная машина ТД 2/202
1.Частота вращения ротора, об/мин - 2100+/-50,0;
2.Направление свивки - S;
3.Частота вращения торсиона, об/мин - 2700+/-50,0;
4.Расчетная линейная скорость, м/мин - 75,6;
5.Шаг намотки, мм - 6,5+/-0,5;
6.Натяжение размотки проволок, Н - 35,0+/-5,0;
7.Натяжение намотки, Н - 50,0+/-10,0
8.Тип торсиона - двухроликовый.




Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности