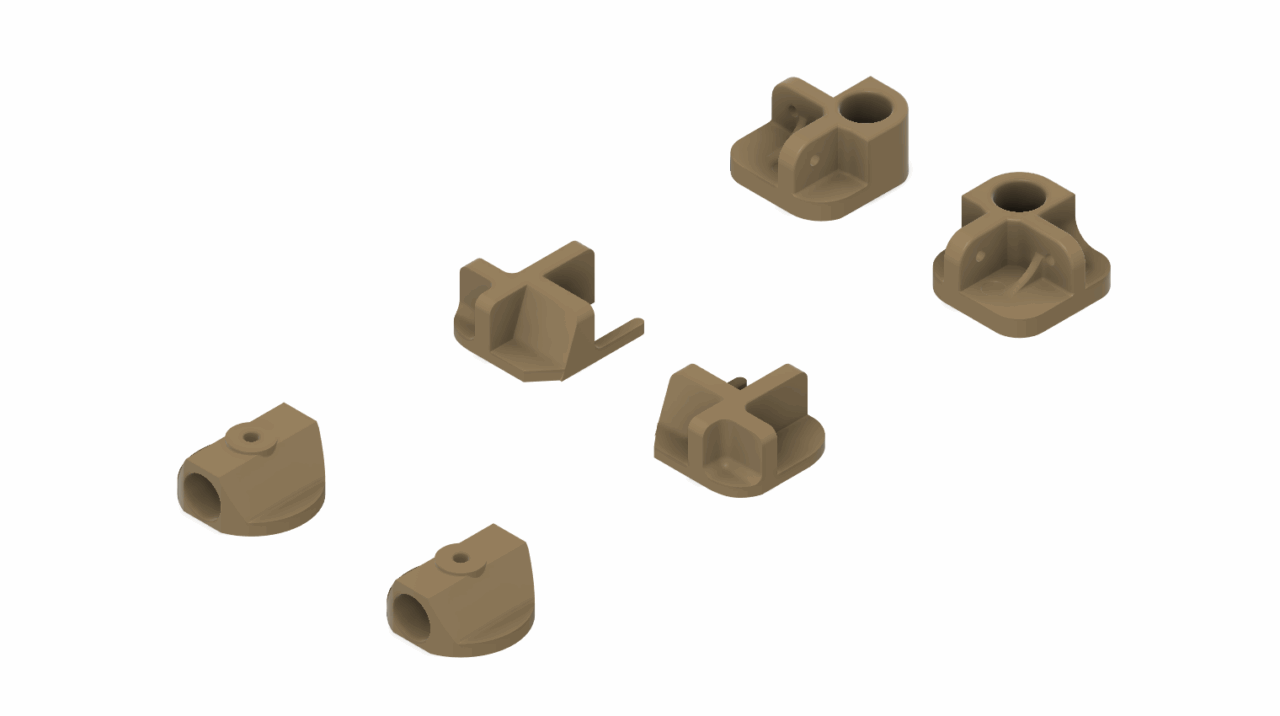
Соединители для раскладного кресла рыбака-туриста. Темой данной работы было подаренное на день рождения раскладное туристическое кресло, на рыбалке и отдыхе вещь незаменимая, но вот однажды начало ломаться, и на начальных этапах сломанные соединительные элементы из пластика ABS подменяли стяжки. НО наступил тот момент, когда и они перестали держать, порвав ткань. Жена сказала: «На выброс...» Хотел уж было и правда выбросить, но вспомнил про 3D-принтер, и вот сделал сломанные части, плюс добавил кое-что от себя для большей жесткости элементов. Две трубки погнулись и немного лопнули, но всё это решается при помощи сварки (автомат) или заменой труб на аналогичные. Добавил два элемента для крепежа трубок между собой и придания данному соединению более жёсткой конструкции. Добавил еще шайбы для ровности прижима. Отверстия на подлокотниках сверлить самим по месту. Смятую на креплении трубку можно отреставрировать распилив деформированную трубку, после чего загнать в отверстие заостренный стержень по внутреннему диаметру трубки , и обстучав ее молотком и киянкой придать ей первоначальные формы тоже самое проделать и с другой частью трубки, после чего состыковав их вместе проварить.
- Главная -
- Чертежи -
- Модели для станков ЧПУ -
- 3д модели для 3д принтера -
- Соединители для раскладного кресла рыбака-туриста. Китайские трубки примерного диаметра 16.8мм.
Соединители для раскладного кресла рыбака-туриста. Китайские трубки примерного диаметра 16.8мм.
0
4
306
4
1
20

3D Модели
Кресло туриста и рыбака ремонт
Ремонт крепежных элементов раскладного трубчатого кресла
ремонт раскладного кресла
Самодельное пластиковое крепление для раскладного туристического кресла
Соединители для раскладного кресла рыбака-туриста.
Сообщить о проблеме
Автор
Дата
11.06.2025
Язык
Русский
Состав
3D модель многотельная
Софт
Fusion 360 Autodesk Fusion
Отзывов пока нет
Содержимое архива
-
 Соеденители для раскладного кресла рыбака v9.f3d
Соеденители для раскладного кресла рыбака v9.f3d
-
 Соеденители для раскладного кресла рыбака v9.step
Соеденители для раскладного кресла рыбака v9.step
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать
файлы
Еще чертежи и проекты по этой теме:




Отзывов пока нет
Чтобы оставить отзыв, необходимо войти
Войти с помощью:
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности
Вот - сопло 0.4, дно 2, верх 0, плотность заполнения 100, первый слой 90, потом 70. Пластик Petg первый слой 230 все остальное 220. Юбка. Без поддержки. Первый 1-2 слоя печати устанавливаем заранее на 27 затем остальная печать от 47 до 56%( у меня иногда начинается рассинхронизация подачи, характерные щелчки прижимного кулачка экструдера) Обдув не использую. Печать на зеркале.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности