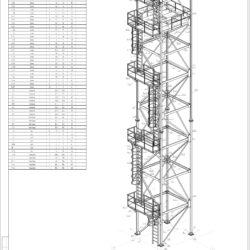
Чертежи металлической конструкции трибуны с узлами пересечений связей и с опорными элементами в dwg
1. ИСХОДНЫЕ ДАННЫЕ
1.1 Рабочая документация раздела КМ2 разработана в соответствии с заданием на проектирование.
1.2 Место строительства расположенное на территории МБУ ДО СШ " по адресу: Свердловская область
1.3 Металлоконструкции запроектированы в соответствии с требованиями СП 20.13330.2016, СП 16.13330.2017.
2. ХАРАКТЕРИСТИКА СООРУЖЕНИЯ
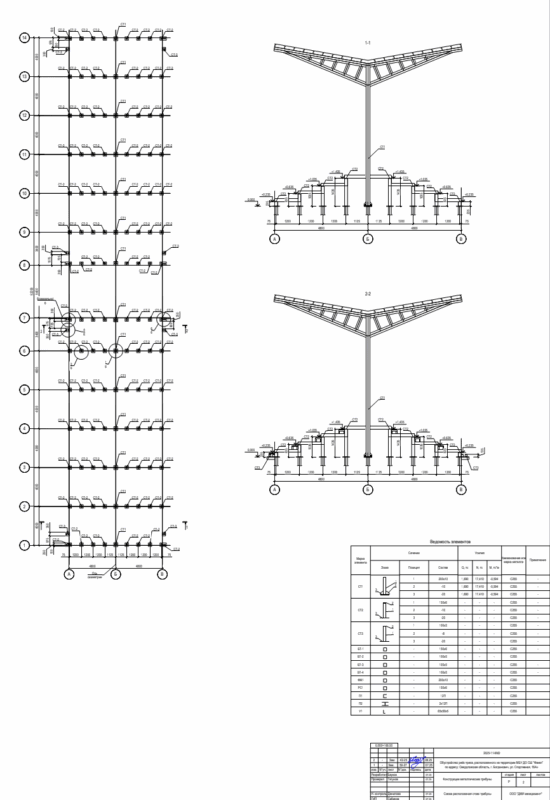
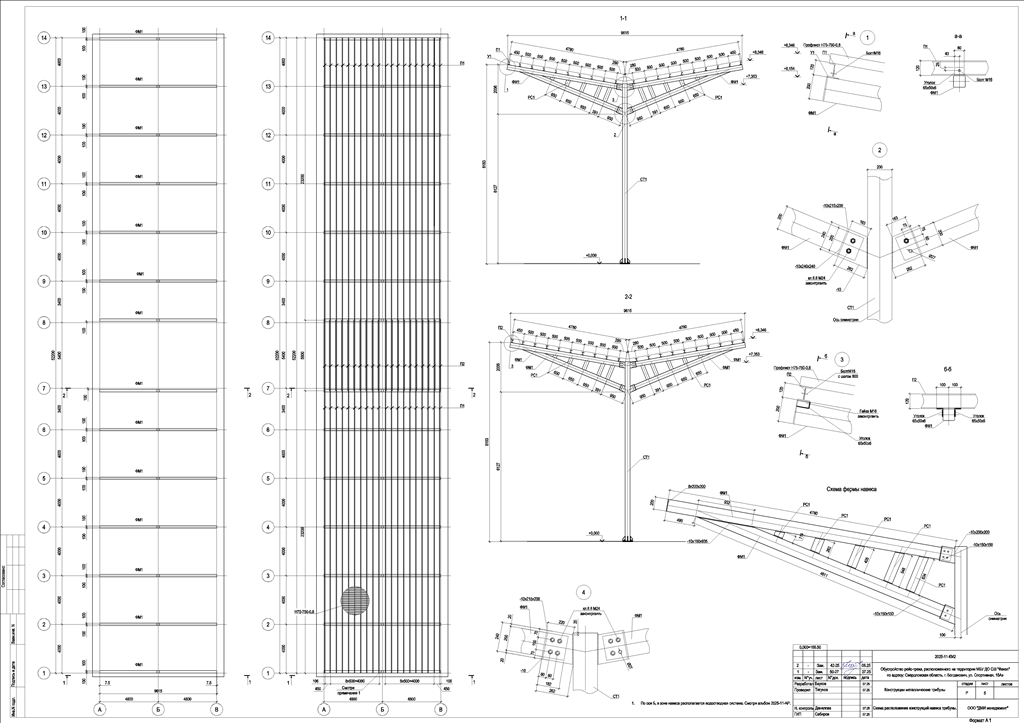
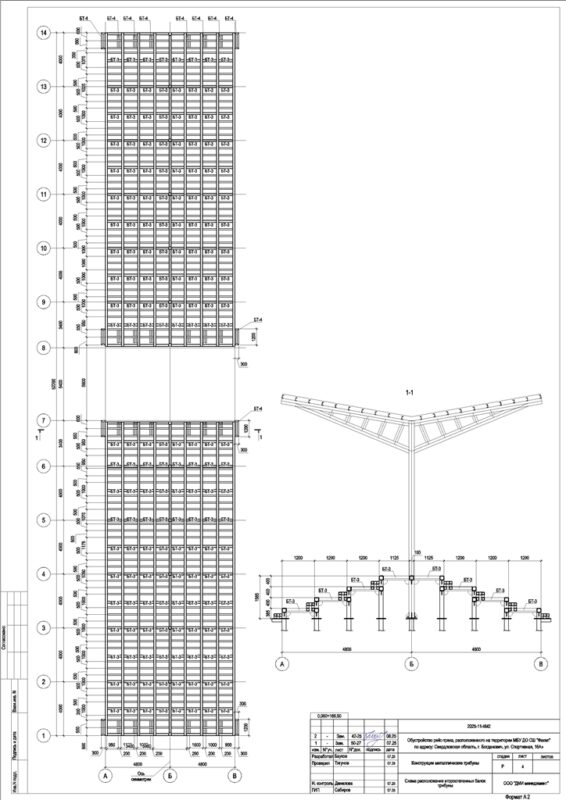
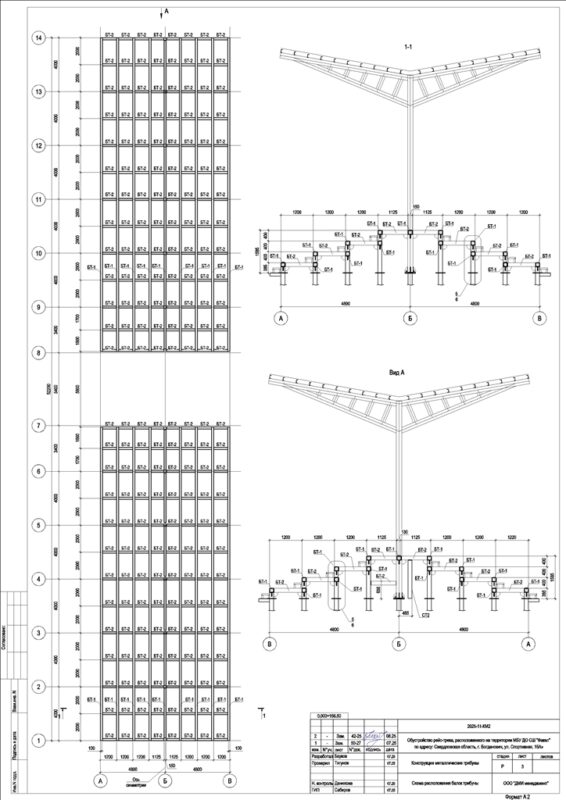
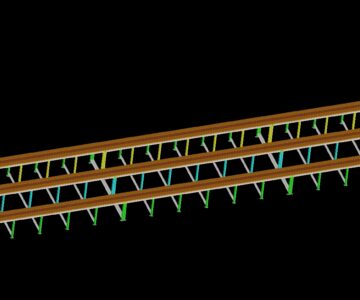
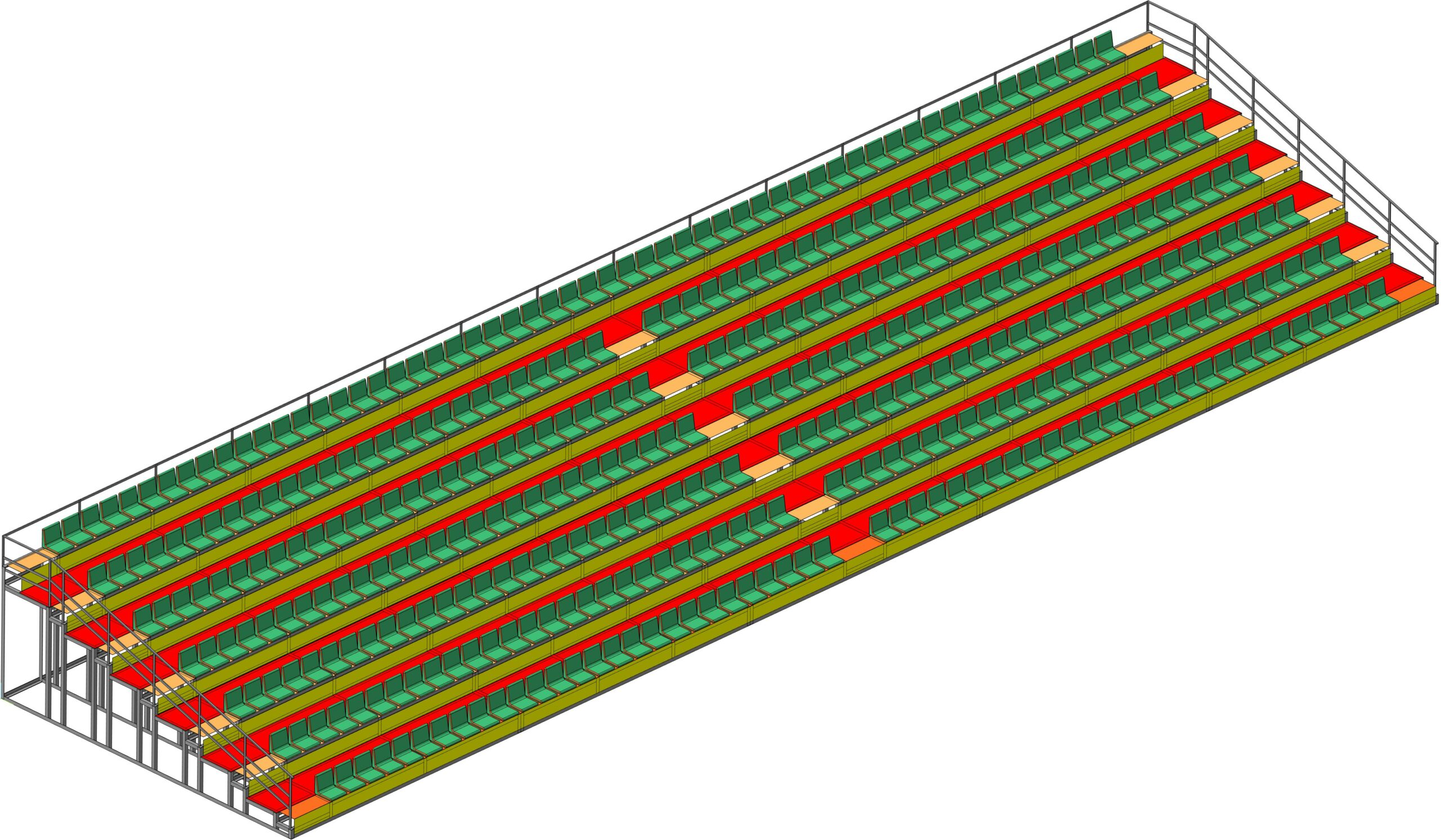
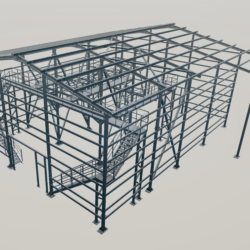
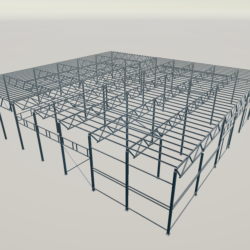
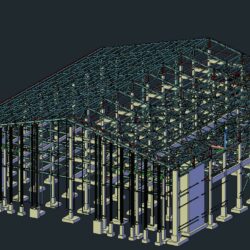
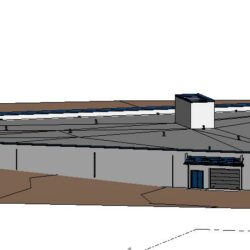
2.1 Конструкция представляют собой металлические конструкции трибуны и конструкции навеса трибуны.
2.2 Уровень ответственности сооружения - нормальный. Класс сооружения - КС-2 (коэффициент надежности по назначению 1.0).
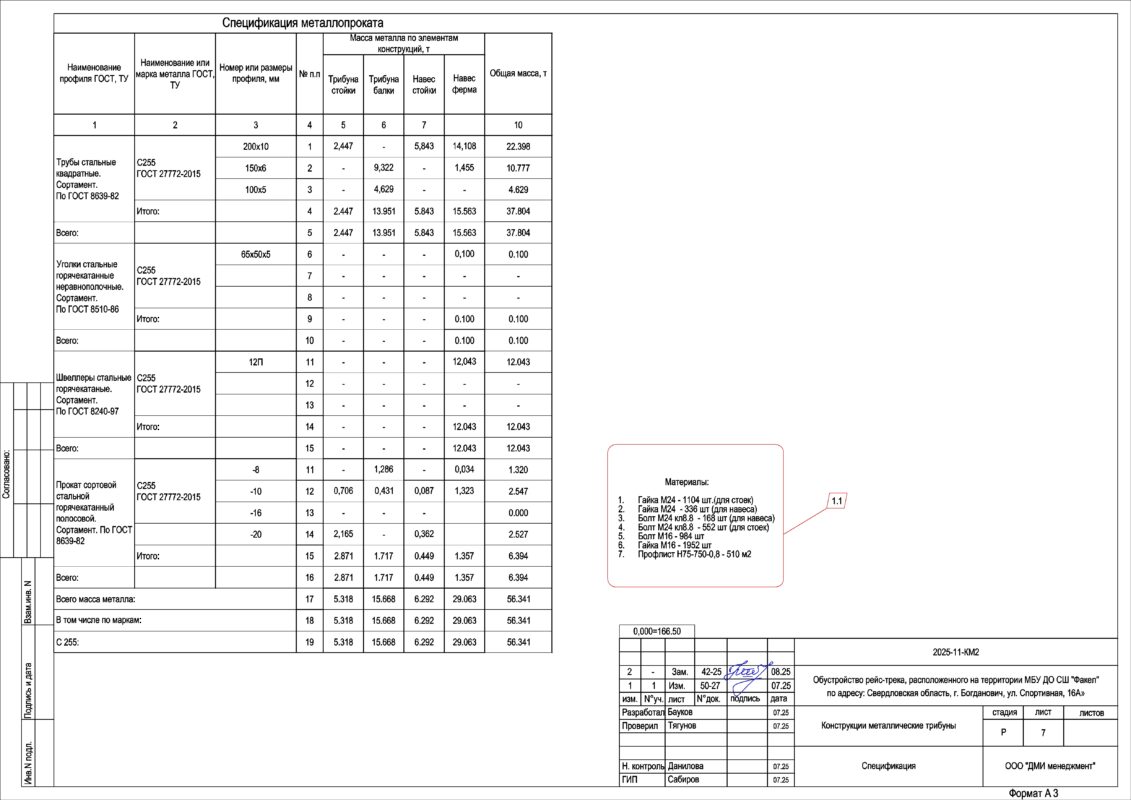
2.3 Для каркаса применены следующие конструкции и сечения: стойки навеса из профильной трубы 200х200х10 стойки трибуны 150х150х6, ферма из профильной трубы 200х200х10, раскосы труба квадратная 150х6, ступени между трибунами выполнены из квадратной трубы 100х5, балки трибуны выполнены из квадратной трубы 150х6, второстепенные балки трибуны 100х5.
3. МАТЕРИАЛ КОНСТРУКЦИЙ
3.1 Материал конструкций - сталь С255, по ГОСТ 27772-2021.
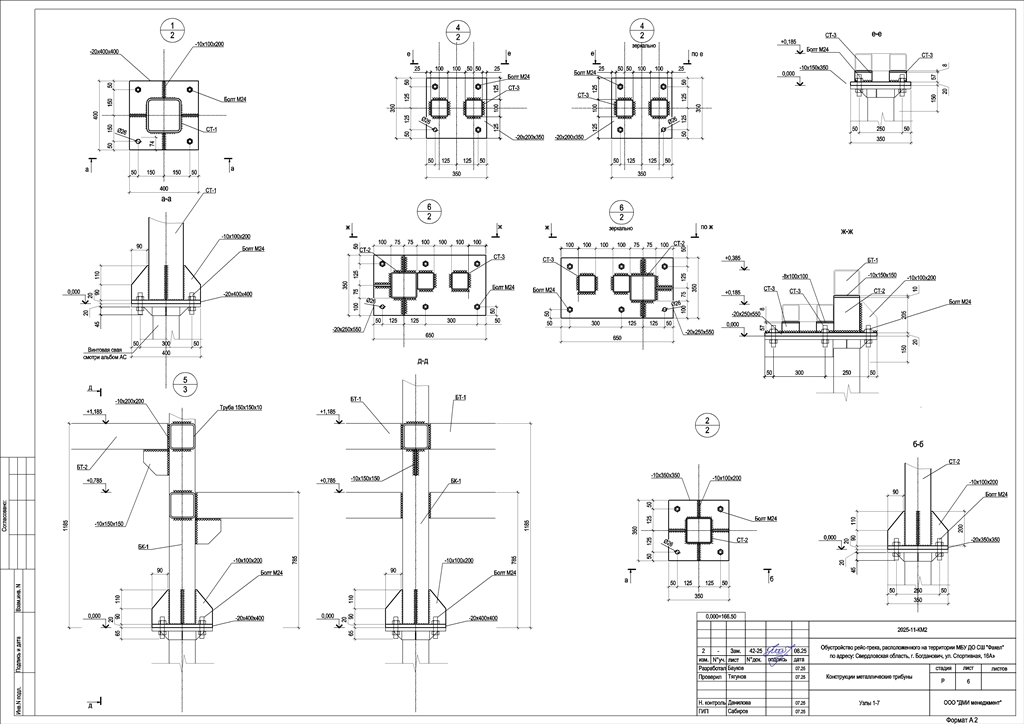
4. СОЕДИНЕНИЕ ЭЛЕМЕНТОВ
4.1 Соединения - сварные, монтажные соединения сварные, соединения болтовые.
4.2 Все заводские сварные соединения выполнить автоматической сваркой под флюсом и полуавтоматической сваркой в среде углекислого газа по ГОСТ 11533-75*, ГОСТ 8713-79* и ГОСТ 14771-76.
4.3 Монтажные сварные соединения выполнить по ГОСТ 5264-80* и ГОСТ 11534-75*.
4.4 Указанные на чертежах размеры заводских угловых швов принять из условия автоматической и полуавтоматической сварки. Минимальные размеры сварных швов принимать по табл.38, значение коэффициентов β по табл.39 СП 16.13330.2017.
4.5 Автоматическую и полуавтоматическую сварку выполнять с применением материалов соответствующих классу свариваемых сталей и обеспечивающих равнопрочное соединение встык с основным металлом.
4.6 Материалы для сварки соответствующие свариваемым сталям, принимать по таблице Г.1 СП 16.13330.2017. Ручную дуговую сварку производить электродами Э46А (сталь С255) по ГОСТ 9467-75*.
4.7 Разделку кромок и зазоры в сварных швах принимать по по ГОСТ 8713-79*, ГОСТ 14771-76*, ГОСТ 23518-79, ГОСТ 11533-75*, ГОСТ 11534-75*, ГОСТ 5264-80*.
4.8 Заводские стыки должны быть равнопрочны основному металлу.
4.9 Затяжку болтового соединения принимать в соостветствии с ГОСТ Р 70132—2022
4.10 Болты класса точности "В" по ГОСТ 7798-70* класса прочности 8.8 по ГОСТ Р ИСО 898-1-2011 с клеймом завода и маркировкой класса прочности.
4.11 Гайки следует применять по ГОСТ Р ISO 4032-2014:
- для болтов класса прочности 8.8 - гайки класса прочности 8.0
4.12 Гайки и болты должны удовлетворять требованиям ГОСТ Р ИСО 8765-2013 и ГОСТ Р ISO 4032-2014
4.13 Гайки постоянных болтов после выверки конструкций должны быть закреплены от самоотвинчивания постановкой контргаек или пружинных шайб по ГОСТ 6402-70.
4.14 Во время монтажа окончательное закрепление основных конструкций производить только после их тщательной выверки и рихтовки.
4.15 На период производства работ все стальные конструкции должны быть закреплены от потери устойчивости
4.16 Монтаж металлоконструкций вести в соответствии с требованиями проекта производства работ, разработанного специализированной
организацией, имеющей на эти виды работ допуск и являющейся членом саморегулируемого общества (СРО)
4.17 Контроль строительно- монтажных работ при возведении и реконструкции осуществлять в соответствии с требованиями табл.4 ГОСТ 27751-2014.
4.18 Все монтажные приспособления и временные крепления после окончания монтажа должны быть удалены, а места их приварки - зачищены и огрунтованы.
5 АНТИКОРРОЗИОННАЯ ЗАЩИТА
5.1 Защита стальных строительных конструкций должна производиться в соответствии с указаниями СП 28.13330.2017 "Защита строительных конструкций от коррозии и ГОСТ 9.402-2004
"Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию".
5.2 Поверхности металлоконструкций, подлежащие подготовке перед окрашиванием не должны иметь заусениц, острых кромок (радиусом менее 0.3мм), сварочных брызг, прожогов, остатков флюса. Подготовка поверхности должна включать в себя очистку от окислов (прокатной окалины и ржавчины) и обезжиривание. Поверхности металлоконструкций должны иметь вторую степень очистки от окислов по ГОСТ 9.402-2004 и первую степень обезжиривания. Общую очистку поверхности металлоконструкций от окислов следует производить дробеметным или дробеструйным способом; местную (например сварных швов-дробеструйным способом или ручным механизированным абразивным инструментом.
5.3 Окрашивание конструкций.
а) Грунт-эмаль СБЭ-111 «УНИПОЛ» марка АМ RAL7024 (или аналог) в 2 слоя по грунту;
Общая толщина не менее 120 мкм.Поврежденные участки антикоррозионного покрытия при транспортировке и монтаже восстановить на строительной площадке согласно требованиям окраски металлоконструкций.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности