ВГАВТ ТКМ диплом 2011
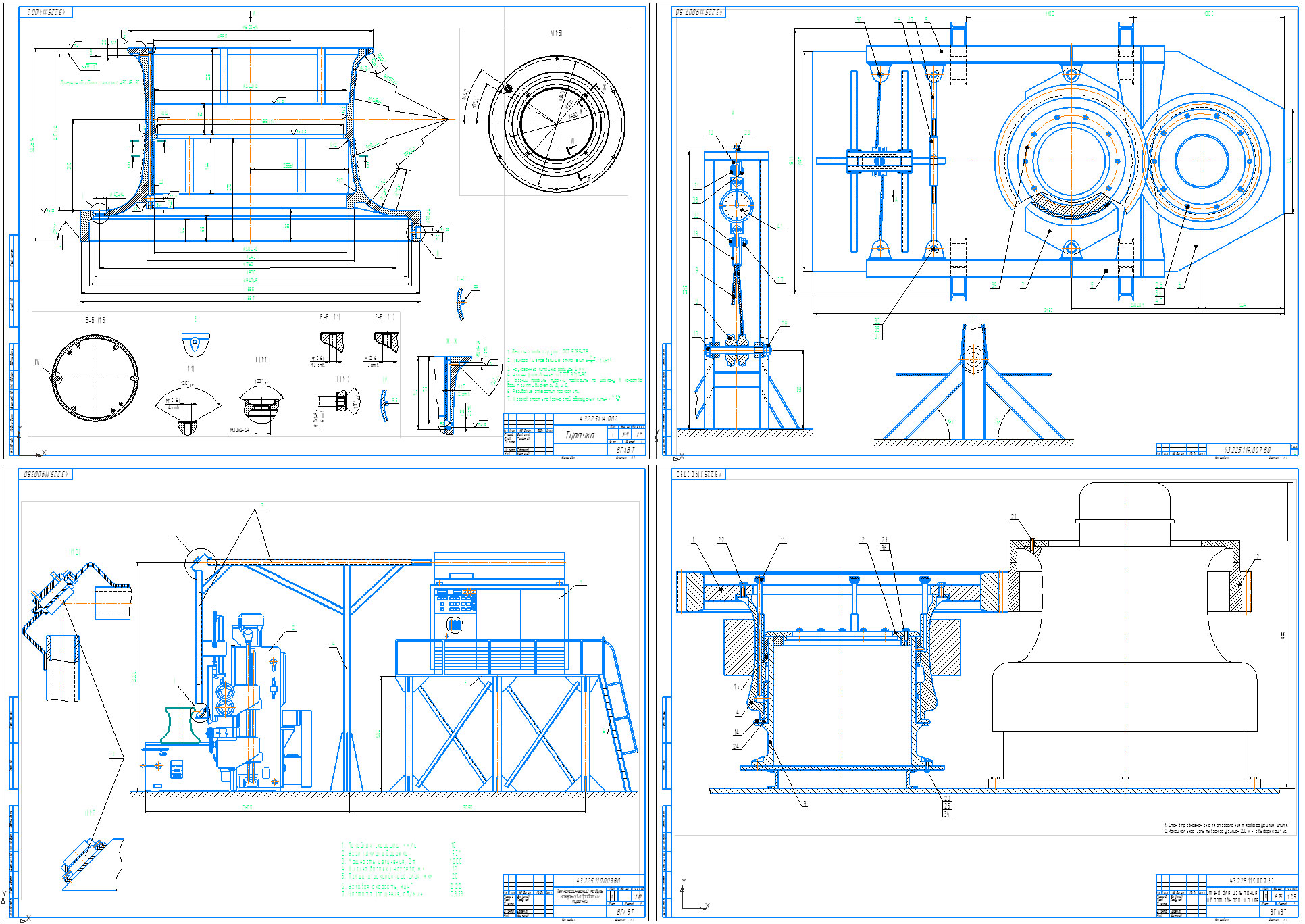
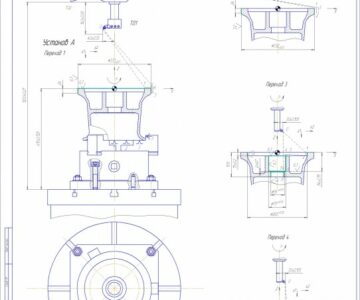
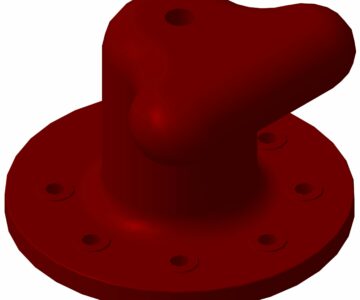
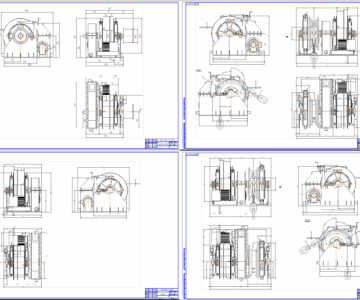
Технологический процесс изготовления Турачка
Содержание
Введение
1. Технические требования
1.1. Основные параметры и размеры шпиля Ш4
1.2. Характеристики шпиля Ш4
1.3. Материалы основных деталей шпиля
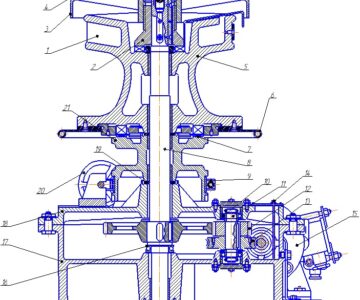
1.4. Краткое описание шпиля Ш4
1.5. Область применения и преимущества шпиля Ш4
2. Анализ существующей технологии
2.1. Механическая обработка турачки швартовного шпиля Ш4
2.2 Недостатки механической обработки турачки шпиля Ш4
3. Предлагаемые мероприятия по повышению качества и долговечности швартовных шпилей
3.1. Лазерное термоупрочнение
3.1.1 Техническое обоснование применения лазерной установки
3.1.2 Краткие сведения о лазерной установке
3.1.3 Основные технические данные установки «Комета-2»
3.1.4 Технология лазерной обработки турачки швартовного шпиля Ш4
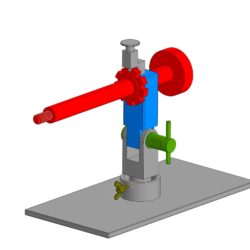
3.2 Стенд для испытания швартовного шпиля Ш4
3.2.1 Краткое описание стенда для испытания швартовного шпиля
3.2.2 Определение основных параметров цилиндрической передачи стенда
3.2.3 Методика испытания швартовных шпилей
3.2.4 перечень контрольно-измерительных приборов применяемых при испытании
4. Разработка участка лазерного упрочнения деталей швартовного шпиля
5. Расчет режимов резания
5.1 Техническое нормирование
5.2 Технологический процесс изготовления турачки швартовного шпиля Ш4
6. Проектирование участка изготовления швартовных шпилей
6.1 Определение потребного оборудования
6.2 Определение потребности рабочих и ИТР
6.3 Определение производственной площади
7. Технико-экономическое обоснование
7.1 расчет трудоемкости изготовления одного шпиля
7.2 Расчет себестоимости производства шпиля по существующей и предлагаемой технологии
7.3 Расчет годовой экономии и эффективности
8. Охрана труда и пожарная безопасность
8.1 Общее положение
8.2 Условия труда
8.3 Требования безопасности и охраны труда при лазерном термоупрочнении деталей швартовного шпиля
8.4 Общие требования пожарной безопасности
8.4.1 Требования пожарной безопасности участка лазерного термоупрочнения
Заключение
Список используемой литературы
1.1 Основные параметры и размеры шпиля Ш4
Шпиль должен соответствовать требованиям технических условий ГОСТ 9891-76
Индекс шпиля Ш4
Тяговое усилие на турачке:
Номинальное не менее 30 кН
Максимальное усилие 224,5 кН
Скорость выбирания швартового каната в пределах:
Номинальная - 14-16 м/мин;
Малая (при тяговом усилии 0,75 номинального) - 6-7 м/мин;
Наибольшая (выбирание ненагруженного каната) - 24-26 м/мин;
Шпиль обеспечивает выбирание швартового каната:
- с номинальной скоростью в течение - 30 мин;
- с малой скоростью в течении – 5 мин;
- с наибольшей скоростью в течении – 10 мин.
Расчетный размер швартового каната:
- ГОСТ 3083-80 0,023 м;
Длина окружности растительного:
- ГОСТ 483-75 0,2 м;
Длина окружности синтетического:
- ГОСТ 10293-77.
Характеристики шпиля Ш4
Тип шпиля – швартовный с электрическим приводом, однопалубный, с расположением электродвигателя внутри шпиля.
Климатическое исполнение шпиля – ОМ по категории размещения ГОСТ 15150-69. Степень защиты электрооборудования по ГОСТ 14254-80;
Шпиль должен работать при:
Длительном крене до 15 градусов и дифференте 5 градусов, бортовой качке до 22,5 градусов и килевой качке до 7,5 градусов действующей одновременно.



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности