НАЦИОНАЛЬНАЯ МЕТАЛЛУРГИЧЕСКАЯ АКАДЕМИЯ УКРАИНЫ,Кафедра машин и агрегатов металлургического производства, спецтехника, протяжка и долбяк, 2011
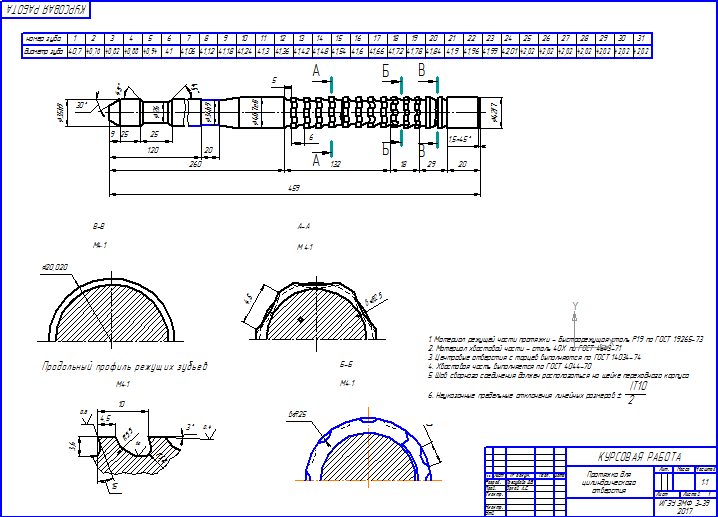
Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка, и долбяк для обработки зубчатых колес.
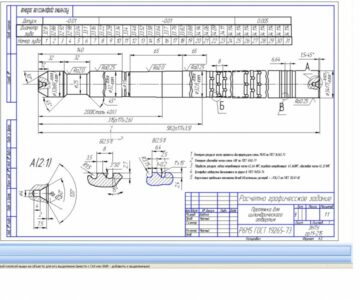
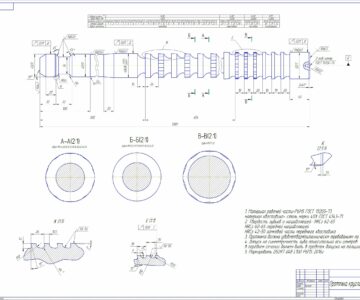
Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих кромок. Протягивание позволяет получать поверхности высокой точности (6-го – 8-го квалитетов точности) и низкой шероховатости (Ra=0.63-0.25 мкм).
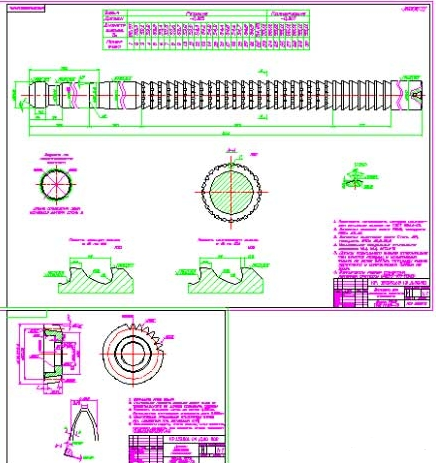
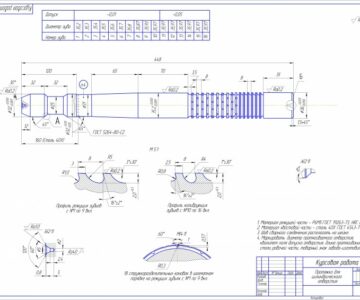
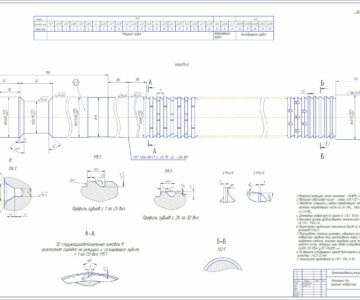
Наиболее широкое применение получили протяжки для обработки шлицевых отверстий. При центрировании шлицевой втулки на валу, по внутреннему диаметру, для обеспечения более высокой точности центрирования необходимо потягивать одной протяжкой внутренний диаметр, шлицевые канавки и фаски.
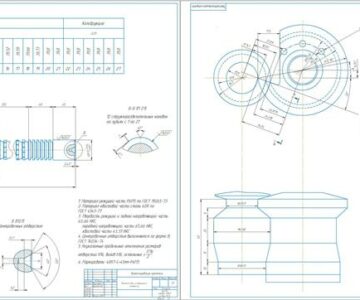
Долбяки применяют для изготовления прямозубых и косозубых цилиндрических зубчатых колес внутреннего и внешнего зацепления. Зацепление долбяка с зубчатым колесом в процессе нарезания аналогично зацеплению корригированной зубчатой передачи.
Исходные данные:
для протяжки:
Диаметр отверстия до протягивания (мм)- 53 Н11;
Диаметр отверстия после протягивания (мм)- 55Н7;
Длина отверстия (мм)- 100;
Шероховатость обработанного отверстия(мм)- 2,5;
Материал детали -сталь 35;
Для долбяка:
Модуль (мм)- 4;
Z1- 31;
Степень точности шестерни- 7;
Коэффициент высоты зуба, f- 1;
Z2- 42.

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности