Станок модели 3724 предназначен для шлифования плоскостей различных деталей из стали, чугуна или цветных металлов периферией круга. Высокая жесткость станка и значительная мощность электродвигателя шлифовальной бабки обеспечивают возможность использования его как для обдирочных, так и для чистовых операции в условиях индивидуального и серийного производства.
Техническая характеристика станка
Наибольшие размеры обрабатываемых деталей в мм ……… 2000×400×600
Продольное перемещение стола в мм:
наибольшее…………………………………………………….……….2300
наименьшее…………………………………..…………………………300
Расстояние от оси шпинделя до стола в мм:
наибольшее………………………………………………………………850
наименьшее………………………………………………………………187
Наибольшее поперечное перемещение шлифовальной бабки в мм:
ручное...........................................................................................................520
гидравлическое …………………………..……………………………….500
Наибольшее вертикальное перемещение шлифовальной бабки в мм…... 673
Диаметр шлифовального круга в мм:
наибольший……………………………………………………………….500
наименьший………………………………………………………………375
Ширина шлифовального круга в мм:
наибольшая………………………………………………………………..100
наименьшая………………………………………………………………...60
Число оборотов шлифовального круга в минуту…………………………..1470
Скорость продольного перемещения стола в м/мин:
наибольшая…………………………………………………………………33
наименьшая………………………………………………………………….3
Поперечная подача шлифовальном бабки за ход стола в мм:
наибольшая…………………………………………………………………50
наименьшая………………………………………………………………….3
Мощность главного электродвигателя в кВт……………………………..27,5
Производительность насоса гидросистемы в л/мин:
основного……………………………………………………………..…100
дополнительного………………………………………………………..35
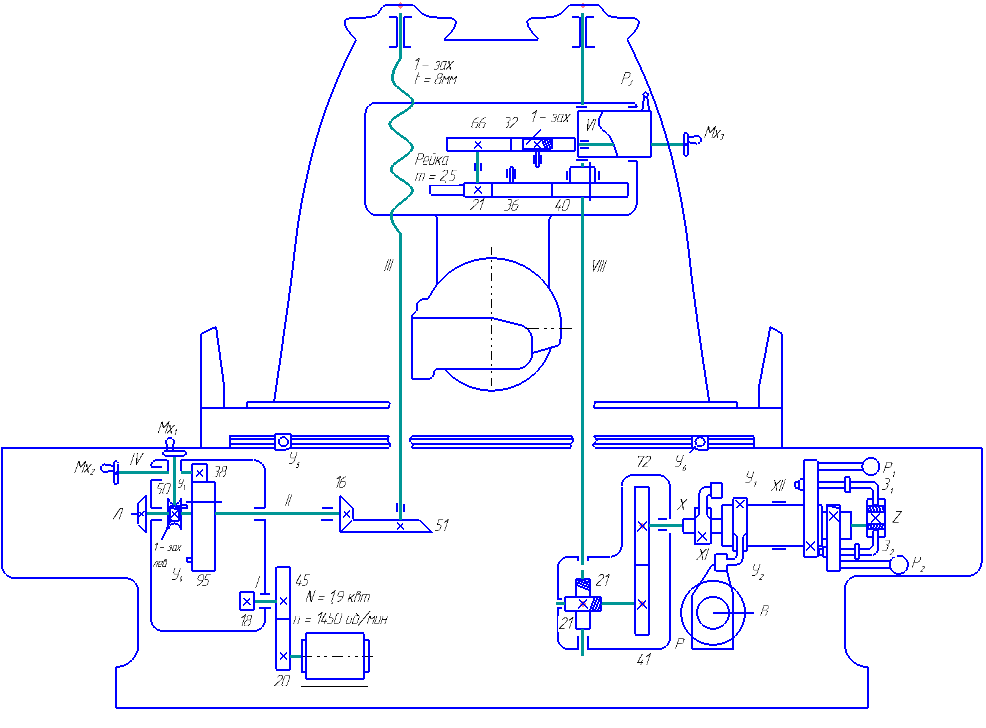
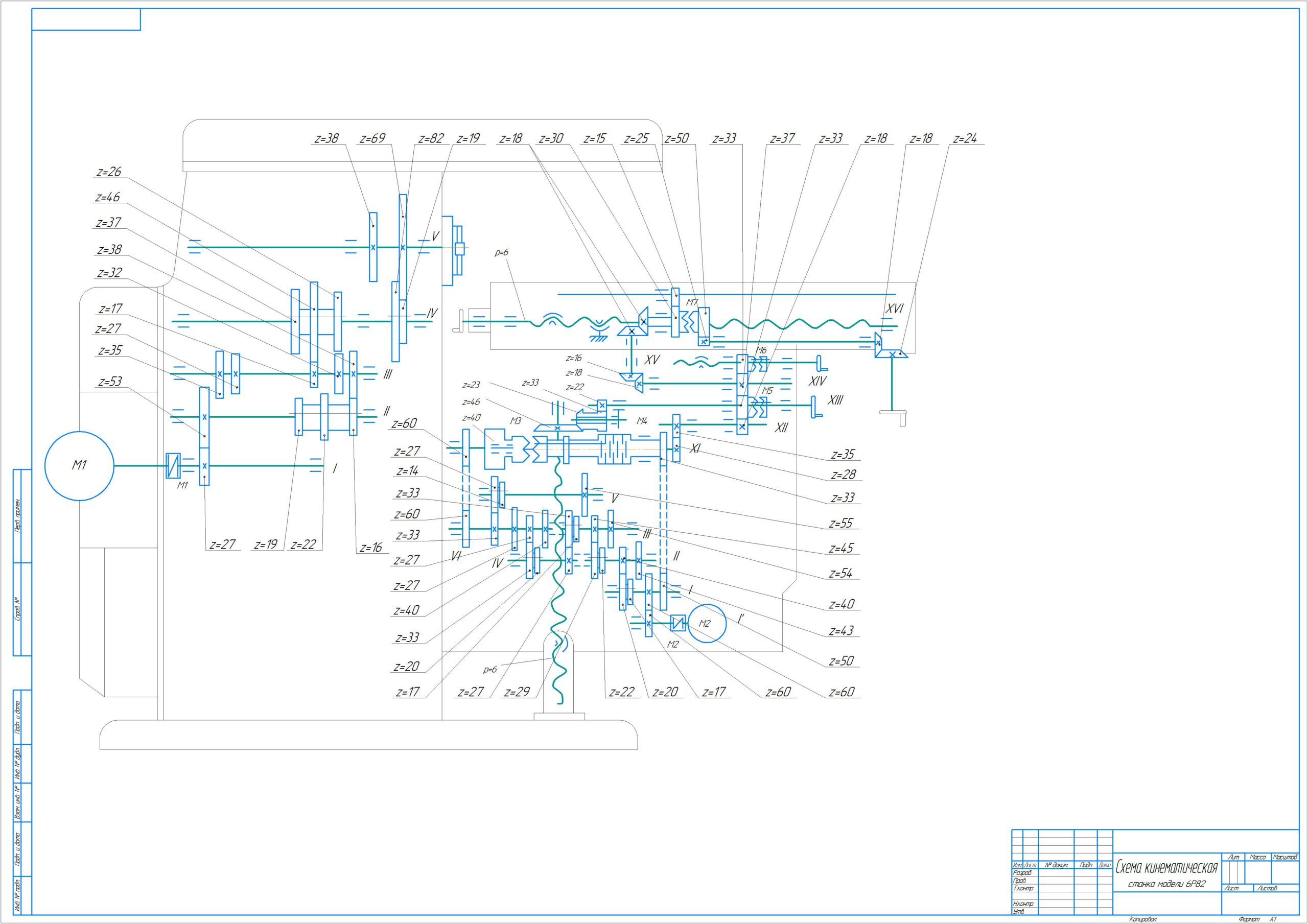
Основные узлы станка (рис. 62). А — станина; Б — стол; В — стойка; Г — шлифовальная бабка; Д — гидропривод.
Органы управления.1—маховичок ручного поперечного перемещения шлифовальной бабки; 2 — рукоятка включения и выключения поперечного перемещения шлифовальной бабки; 3 — рукоятка алмазной правки шлифовального круга; 4 — рукоятка включения поперечнойподачи шлифовальной бабки; 5—кнопочная станция; 6—рукоятка настройки скорости стола; 7—рукоятка реверсирования стола; 8 — рукоятка пуска и останова стола; 9 — маховичок ручного вертикального перемещения шлифовальной бабки; 10 — кнопки включения быстрого вертикального перемещения шлифовальной бабки; 11 — рукоятка включения магнитной плиты.
Движения в станке:
Движение резания — вращение шпинделя шлифовальной бабки с абразивным кругом.
Продольная подача — прямолинейное возвратно-поступательное движение стола с деталью.
Поперечная и вертикальная подачи — периодические поступательные перемещения, сообщаемые шлифовальной бабке с абразивным кругом.
Вспомогательные движения — установочные и быстрые перемещения шлифовальной бабки в поперечном и вертикальном направлениях.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности