Нижнетагильский машиностроительный техникум
Специальность "Технология машиностроения"
Курсовой проект по дисциплине "Технология машиностроения"
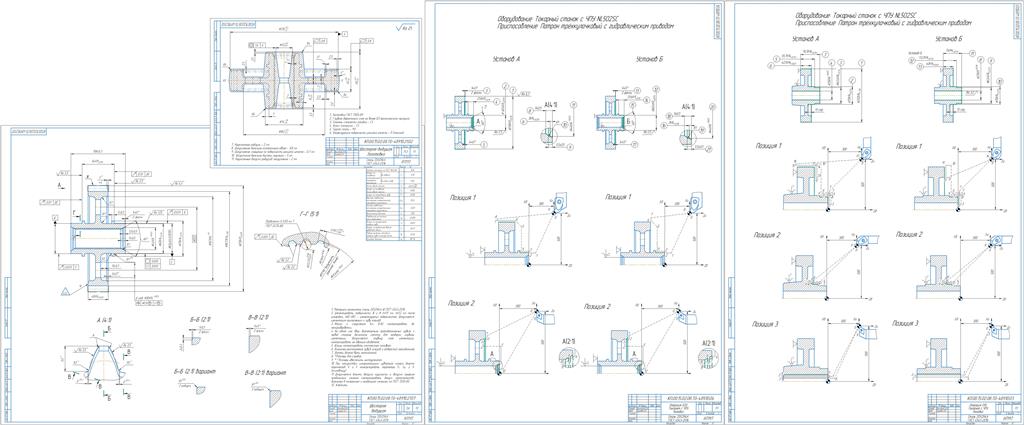
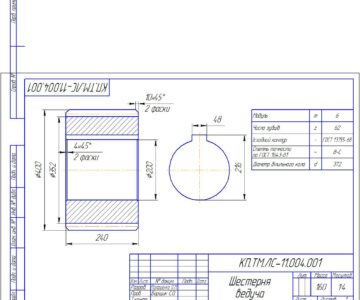
На тему: "Разработка технологии механической обработки детали Шестерня ведущая"
Исходные данные для выполнения работы: чертёж детали "Шестерня ведущая".
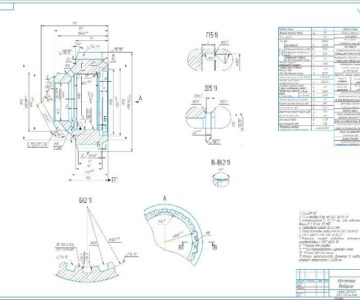
Шестерня ведущая является деталью зубчатой передачи, представляет собой диск с зубьями на цилиндрической поверхности, которые входят в зацепление с зубьями другого зубчатого колеса. Основной функцией данного типа деталей является передача вращательного движения между валами, через зацепление с зубьями соседней шестерни. Самая точная и ответственная поверхность детали – цилиндрическая поверхность Ø60Js6 с шероховатостью Ra 1,25. Такая точность и шероховатость обусловлена размещением по этой поверхности подшипников. Деталь имеет шлицевое отверстие, модуль m=1,5 мм и число зубьев z=26 для передачи крутящего момента с вала на источник. Центральное шлицевое отверстие имеет фаски размером 3,5 и 3 мм с углом 30°. Назначением этого элемента – удобный заход протяжки и предотвращение образования заусенцев на торцах детали при протягивании отверстия и упрощения процесса сборки и уменьшения опасности ранения острыми кромками. Также у детали имеется зубчатый прямозубый венец с шероховатостью зубьев Ra 2,5 и степенью точности 8-В, модуль m=5 мм с числом зубьев z=40. Зубчатый венец служит для передачи вращательного движения от источника к другой шестерни через зубчатое соединение. Зубья подвергаются цементации для того, чтобы добиться высокой поверхностной твёрдости, но при этом иметь вязкую и пластичную сердцевину. Это необходимо, так как зубчатый венец подвергается высоким ударным нагрузкам. Деталь имеет углубление, которое нужно для облегчения веса детали и 6 отверстий Ø30H14 с шероховатостью поверхностей Ra 12,5 и с позиционным допуском, которые нужны балансировки и облегчения конструкции детали. Деталь имеет фаски для упрощения сборки и уменьшения опасности ранения острыми кромками.
Содержание
Введение 3
1 Технологическая часть 5
1.1 Характеристика типа производства 5
1.2 Технологичность конструкции детали 6
1.3 Характеристика материала детали 12
1.4 Расчёт заготовки 15
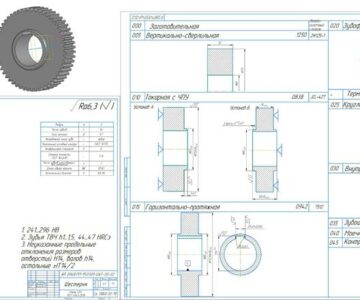
1.5 Маршрутная технология обработки детали 19
1.6 Выбор технологического оборудования 21
1.7 Расчёт припусков и межоперационных размеров 29
1.8 Техническое нормирование 33
2 Организационная часть 53
2.1 Организация технологического контроля детали на участке 53
2.2 Охрана труда и техника безопасности 56
Заключение 60
Список используемой литературы 62
ПРИЛОЖЕНИЕ А Листы графических материалов
ПРИЛОЖЕНИЕ Б Комплект документации на техпроцесс

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности