Челябинская государственная агроинженерная академия
Кафедра технология металлов, машиностроения и метрологии
Курсовой проект по дисциплине "Технология машиностроения"
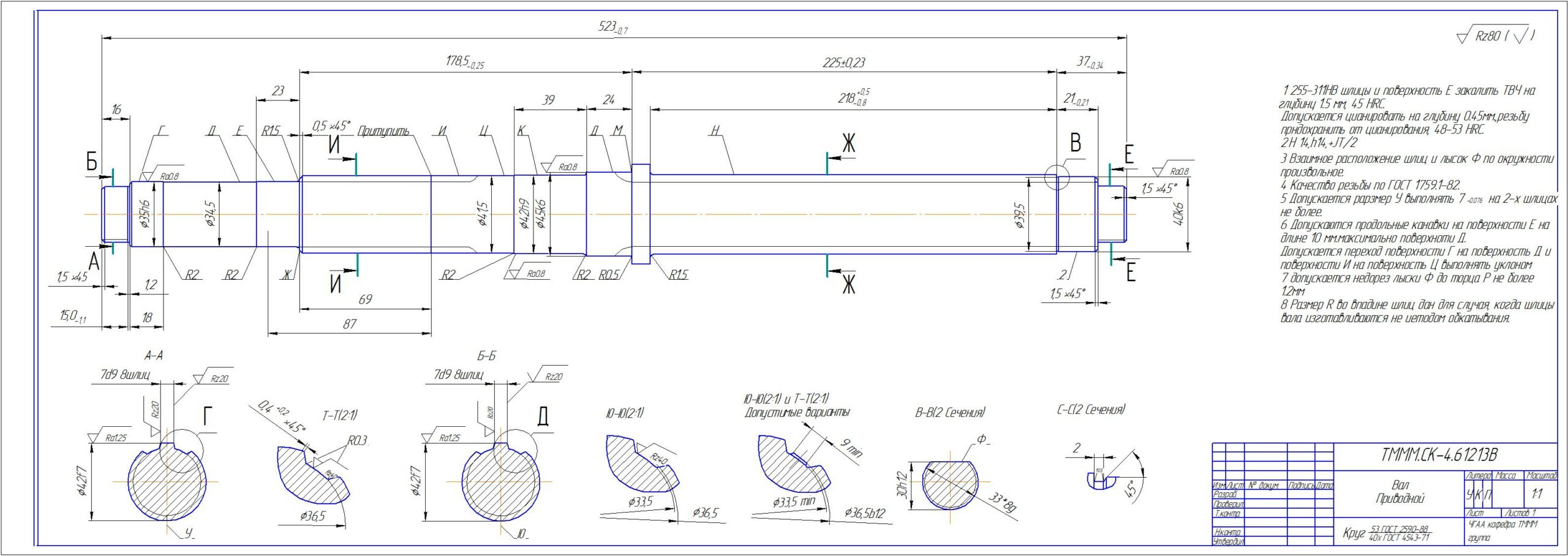
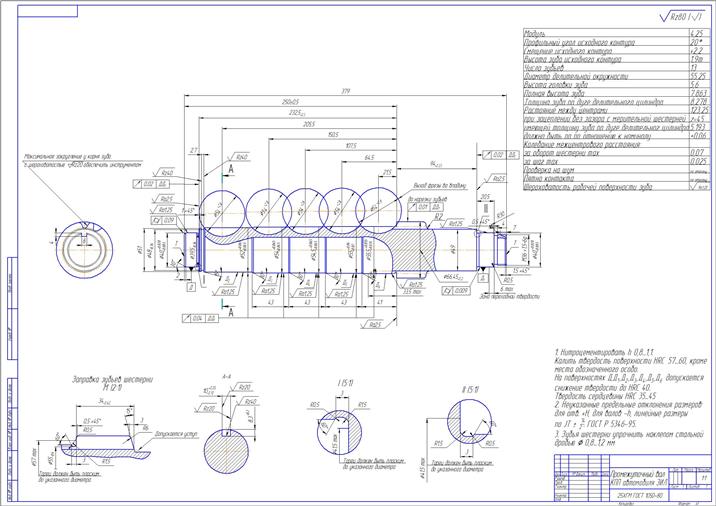
На тему: "Разработка технологического процесса изготовления вала"
Челябинск 2014
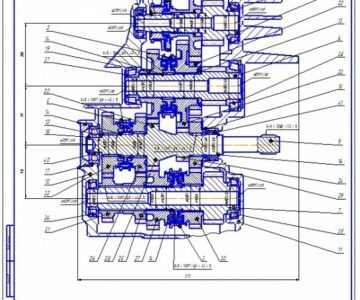
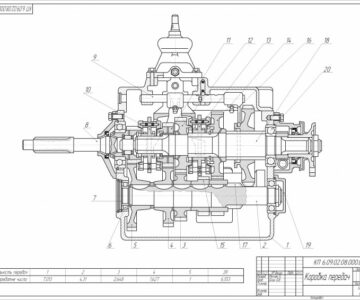
Деталь вал ТМММ.СК-4.61213В входит в состав коробки переменных передач комбайна СК-4. Для данной детали используется цементируемая легированная сталь 40Х в соответствии с ГОСТ 4543-71. Данная сталь используется в ответственных деталях, работающих при больших скоростях, средних и высоких удельных усилиях при наличных ударных нагрузок :шестерни полуосей и коробок передач. Сталь цементируемая. Цементация и соответствующая термическая обработка повышает не только поверхностную твердость, но, как правило, и прочность детали.
Он предназначен для изменения скорости движения комбайна. Вал вращается в двух шарикоподшипниках. Правый подшипник закреплен на валу гайкой, которая контрится замковой шайбой. Установочное кольцо удерживает вал с подшипником от сдвига вдоль его оси.
Левый подшипник с защитным кольцом на внешней стороне внутренним кольцом напрессован на шейку вала до упора в буртик. Выступающая за плоскость картера коробки часть подшипника центрирует втулку , на которую надета выжимная муфта выключения сцепления.
Введение 3
1 Назначение детали и ее поверхностей 5
2 Характеристика материала детали 6
3 Технологический контроль чертежа детали 8
3.1 Технологичность конструкции детали 8
3.2 Наличие отклонений размеров и их соответствие ГОСТ 25347-82 11
3.3 Наличие знаков обработки всех поверхностей и соответствие величин шероховатости ГОСТ 2789-73 12
3.4 Наличие необходимых технических требований на изготовление 13
4 Выбор заготовки и ее проектирование 15
5 Технологический процесс обработки заготовки 16
5.1 Обработка заготовки по принципу последовательной концентрации 16
6 Определение промежуточных размеров поверхностей заготовки для каждого перехода 20
7 Выбор режущего и вспомогательного инструмента 25
8 Определение режимов резания 27
9 Расчет технической нормы времени 42
9.1 Определение основного времени 42
9.2 Определение вспомогательного времени 46
9.3 Определение нормы штучного времени 48
10 Проектировка приспособления для фрезерной операции 49
10.1 Описание приспособления 49
10.2 Погрешность базирования заготовки 49
10.3 Расчет величины зажимного усилия 49
Литература 52
Приложение А 54
Приложение Б 65





Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности