Индукционная печь. Бакалавр в НГТУ им. Алексеева.
Целью моей работы было рассчитать и спроектировать индукционную тигельную печь для плавки чугуна,
производительность печи, т/сутки — 15;
Рассмотреть вопросы автоматизации технологического процесса и экологии производства.
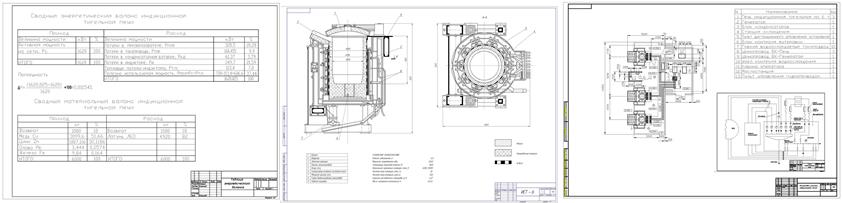
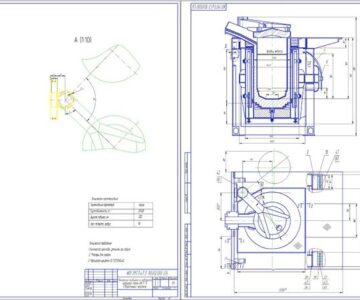
На основе полученного задания определены геометрические размеры тигля и индуктора, активная мощность печи, произведен выбор частоты и параметров преобразователя, выполнен электрический расчет печи, расчет водяного охлаждения индуктора , расчет КПД и в заключении- энергетический баланс установки.
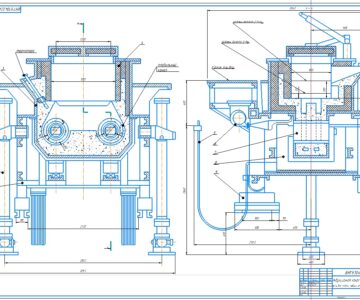
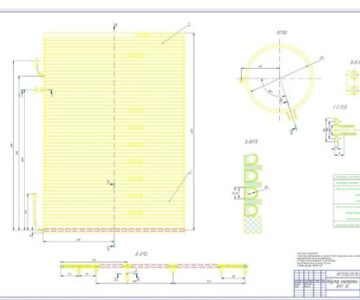
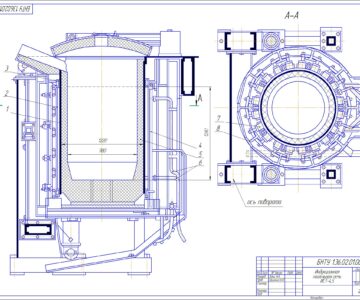
В графической части представлены 2 вида ИТП: главный вид и вид сверху, автоматизация представлена функциональной схемой ИТП для плавки чугуна, экология представлена схемой размещения зонтов для отвода газов в электросталеплавильном цехе.
В графической части БР разработан чертеж печи с основными узлами, представленными на плакате: индуктор, каркас (или кожух) печи, магнитопроводы , плавильный тигель, крышку и подину, механизм наклона печи.
В настоящее время индукционный нагрев является одним из самых распространенных, используемых в печах для плавки металлов.
Индукционная тигельная печь представляет собой плавильный тигель, как правило, цилиндрической формы, выполненный из огнеупорного материала и помещенный в полость индуктора, ,представляющим собой многовитковую цилиндрическую катушку , выполненную из охлаждающей медной трубки (соленоид), подключенного к источнику переменного тока. Металлическая шихта (материал, подлежащий плавлению) загружается в тигель и, поглощая электромагнитную энергию, плавится за счет наведения в ней вихревых токов.
Расплавленный металл в тигле интенсивно перемешивается благодаря электродинамическому взаимодействию электромагнитного поля индуктора и вихревых токов в жидком металле. Это позволяет получить металл высокого качества.
Достоинства тигельных плавильных печей:
а) выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов;
б) интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты и отходов, быстрое выравнивание температуры по объему ванны и отсутствие местных перегревов, и гарантирующая получение многокомпонентных сплавов, однородных по химическому составу;
в) принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной, нейтральной) при любом давлении (вакуумные или компрессионные печи);
г) высокая производительность, достигаемая благодаря высоким значениям удельной мощности (особенно на средних частотах);
д) возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создает условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулированного футеровкой. Печи этого типа весьма удобны для периодической работы с перерывами между плавками и обеспечивают возможность для быстрого перехода с одной марки сплава на другую;
е) простота и удобство обслуживания печи, управления и регулирования процесса плавки, широкие возможности для механизации и автоматизации процесса;
ж) высокая гигиеничность процесса плавки и малое загрязнение воздушного бассейна.
В разделе автоматизации показана функциональная схема ИТП для плавки чугуна.
Для автоматизации индукционной установки осуществляется контроль регулирования основных технологических параметров:
1) Состояние футеровки тигля и изоляции индуктора,
2) Температуры охлаждающей воды на выходе из индуктора
3) Температура металла в тигле
4) Соотношения между массами «болота» и шихты
5) Химического состава металла и шлака по ходу плавки
Специфической задачей автоматизации процесса индукционной плавки является необходимость контроля состояния тигля и изоляции индуктора.
По завершении плавки и выпуска металла, а также в любой другой момент времени по команде с пульта осуществляется вычисление и печать интегральных показателей: электроэнергии, температуры металла, времени плавки или его отрезка, производительности.
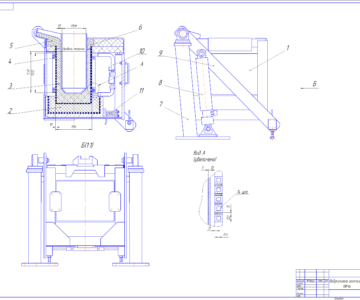
Экологический вопрос представлен схемой размещения зонтов для отвода газов в электросталеплавильном цехе.
Удаление вредных веществ через зонты осуществляется с помощью системы воздуховодов, обьединяющих несколько единиц оборудования с выводом общего воздуховода через кровлю здания.
1)Подкрышные зонты
2)Зонт над ковшом
3) ИТП
4)ковш
5)корзина для загрузки шихты
6)дымоход
Для удаления выбросов, возникающих при загрузке шихты, используют навес с вытяжным устройством. Навес устанавливают непосредственно над загрузочным устройством, под потолком, и прикрепляют к балке. Для улавливания выбросов во время загрузки металлического лома, флюсов применяют трехсекционные вытяжные колпаки, имеющие 2 экрана , с помощью которых направляют поток воздуха для захвата выбросов. Другие колпаки предназначены для улавливания газов при скачивании шлака и выпуска металла.