Казанский государственный архитектурно-строительный университет
кафедра строительных технологий и инженерно-экологических систем
Курсовой проект по дисциплине "Теплотехническое оборудование"
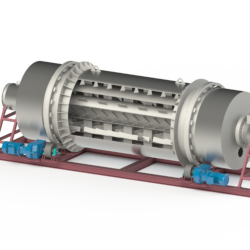
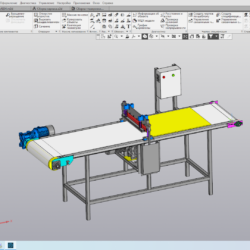
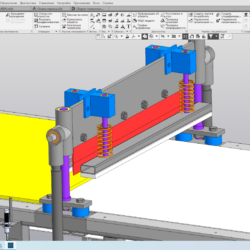
на тему:"Проектирование сушильно-пропиточной машины"
Казань,2016
ВВЕДЕНИЕ……………………………………………………………………….3
1 ХАРАКТЕРИСТИКИ ВЫПУСКАЕМЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ ..... ……………………………..............................................................................……42
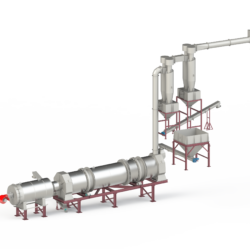
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА...........……..10
3.ОПИСАНИЕ ПРОЦЕССОВ ПРОТЕКАЮЩИХ ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ ДАННОГО МАТЕРИАЛА...............................................12
4 ОБОСНОВАНИЕ ВЫБОРА СПОСОБА И РЕЖИМА ТЕПЛОВОЙ ОБРАБОТКИ, ТЕПЛОНОСИТЕЛЯ И ТЕПЛОВОЙ УСТАНОВКИ...............13
5 РАСЧЕТ МАТЕРИАЛЬНОГО БАЛАНСА НА ИЗДЕЛИЕ.........................15
6 РАСЧЕТЫ ТЕПЛОВОЙ УСТАНОВКИ.......................................................16
7 ЗАДАЧИ АВТОМАТИЗАЦИИ ОБОРУДОВАНИЯ....................................18
8 РЕШЕНИЯ ПО ОБЕСПЕЧЕНИЮ ТРЕБОВАНИЙ ТЕХНИКИ БЕЗОПАСНОСТИ, ОХРАНЫ ТРУДА И ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ ЭКСПЛУАТАЦИИ ОБОРУДОВАНИЯ............................................................20
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ.....……………………….21
Характеристики выпускаемых материалов и изделий
ГОСТ 9590-76. Пластик бумажнослоистый декоративный. Технические условия.
Размеры листов пластика должны быть длиной от 400 до 3000 мм и ши-риной от 400 до 1600 мм с интервалами между смежными размерами 10 мм.
Предельные отклонения по длине и ширине листа не должны превышать ±5 мм.
Допускается отгрузка до 10 % листов пластика меньших размеров, чем предусмотрено спецификацией потребителя, но в пределах величин, указанных в первом абзаце.
Пластик должен изготовляться толщиной 1,0; 1,3; 1,6; 2,0; 2,5 и 3,0 мм.
Предельные отклонения по толщине не должны превышать +0,1; —0,2 мм для пластика толщиной до 2,0 мм и +0,1; —0,3 мм — для пластика толщиной 2,0 мм и более.
Листы толщиной 1,0 мм должны изготовляться размерами не более (1500х1000) мм.
Условное обозначение пластика должно состоять из сокращенного наиме-нования продукции (ДБСП), букв, означающих марку пластика и вид лицевой поверхности (Г — глянцевая, М — матовая, О — однотонная, Р — с печатным рисунком, З — с защитным слоем), цифр, означающих цвет и рисунок по ката-логу-эталону, а также размеры листов пластика в миллиметрах и обозначения настоящего стандарта.
Пример условного обозначения пластика марки А, с матовой лицевой по-верхностью с печатным рисунком № 101012 по каталогу-эталону, длиной 1475 мм, шириной 975 мм, толщиной 2,5 мм:
ДБСП-АМР-101012—1475C975C2,5 ГОСТ 9590—76
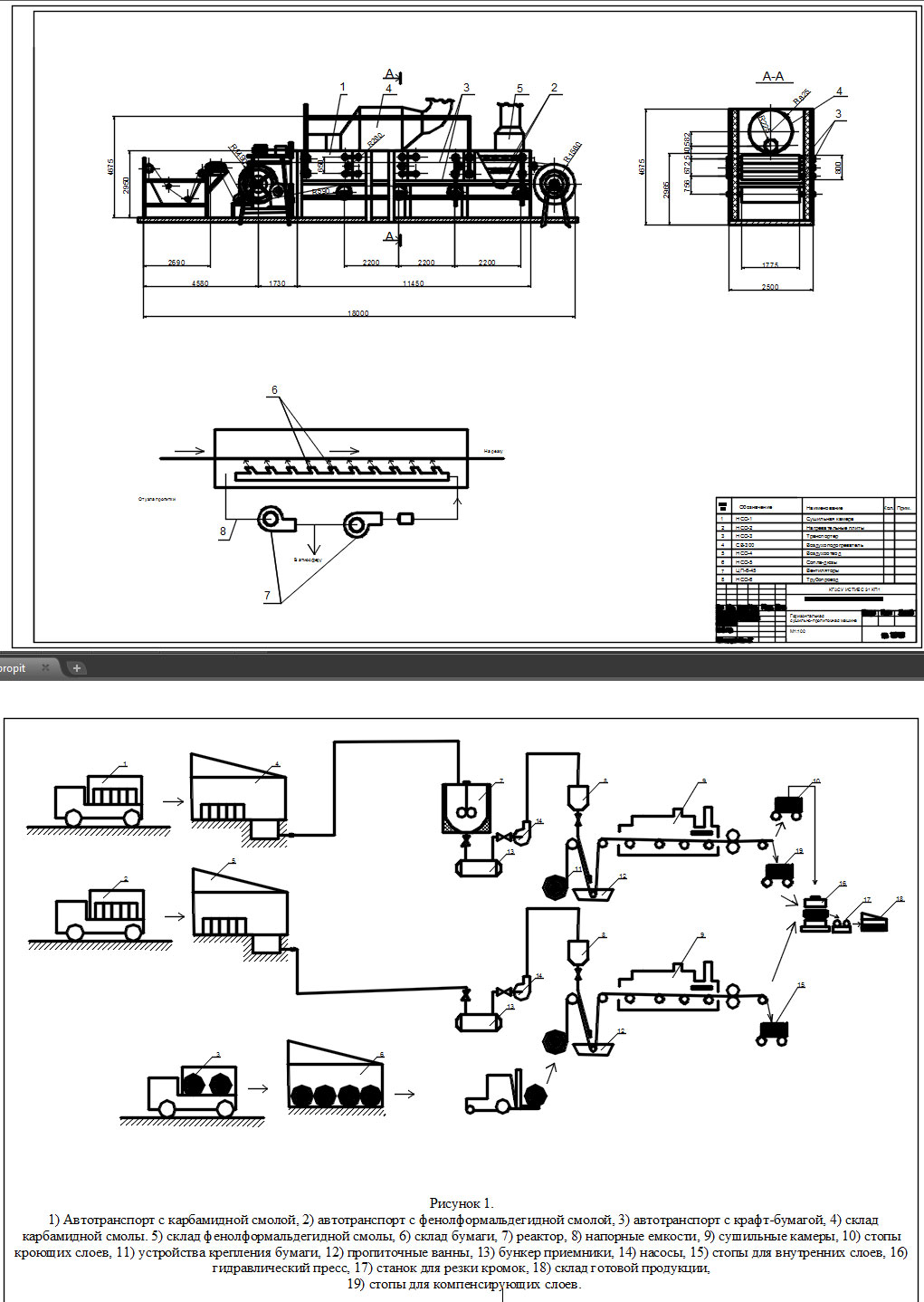
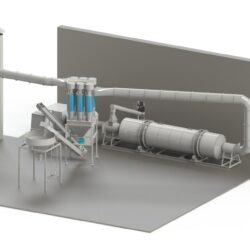
Технологический процесс производства состоит из следующих стадий: до-ставка сырья, пропитка и сушка бумаги, прессование их в листы и отгрузка на склад.

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности