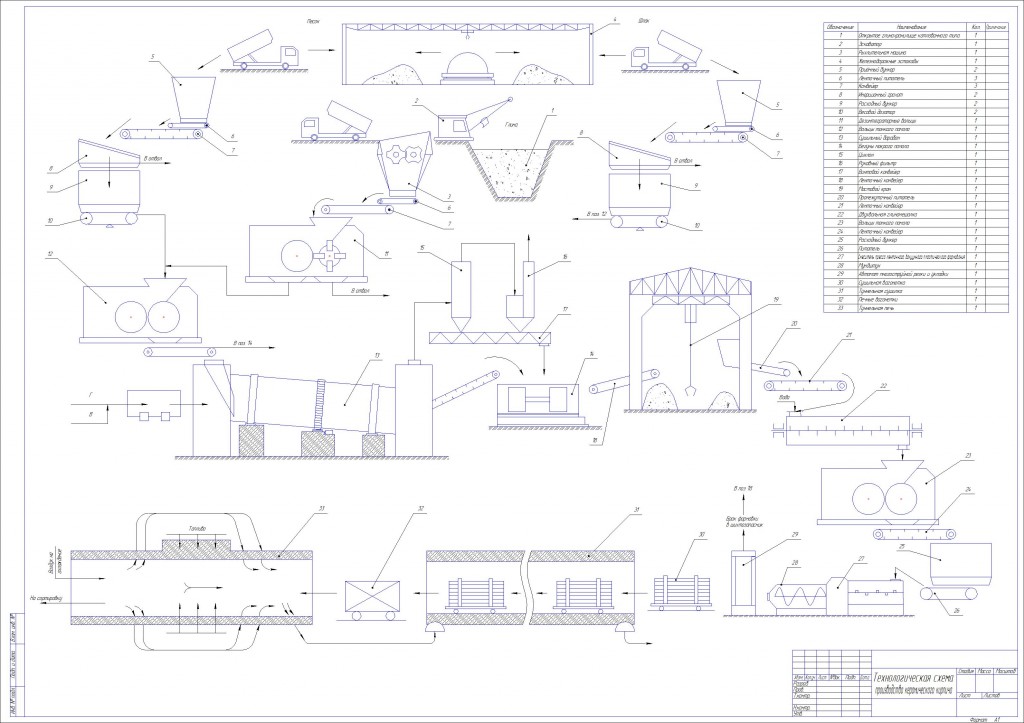
Основными сырьевыми материалами для производства керамического кирпича служит пластичное сырье (глины) и отощающие материалы (кварцевый песок, бой изделий, шлаки, дегидратированная глина).
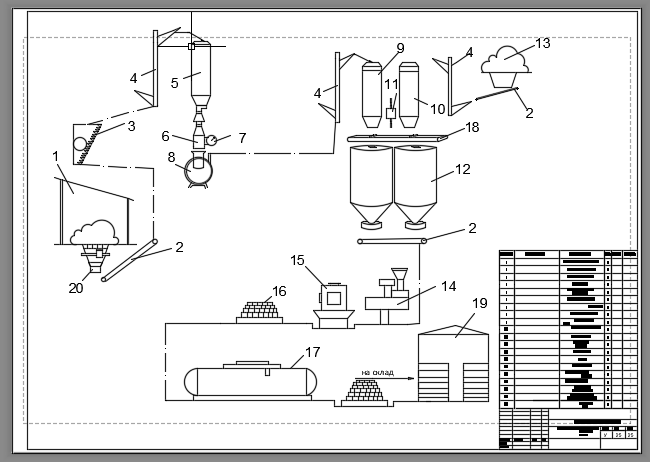
Глина доставляется на предприятие железнодорожным транспортом и складируется в открытом глинохранилище котлованного типа (1).
Глинохранилище представляет собой котлован шириной 30-40 м, глубиной соответственно стреле многоковшового экскаватора и длиной по расчету. В летний период его заполняют глиной, осенью утепляют опилками, а зимой ее отрабатывают многоковшовым экскаватором нижним черпанием. При хранении глины происходит ее вымораживание. Под влиянием многократных циклов замораживания и оттаивания вода, замерзая в мельчайших капиллярах глиняных частиц и увеличиваясь при этом в объеме на 9%, разрушает связи между ними, диспергируя частицы глины на элементарные зерна. Вследствие этого возрастает удельная поверхность глины, более полно завершаются процессы набухания, увеличивается количество связанной воды, обуславливающей более высокую прочность (сцепление) глиняного теста, и в конечном результате улучшаются его формовочные и сушильные свойства.
Глина из глинохранилища с помощью экскаватора (2) доставляется автомобильным транспортом в приемный бункер с рыхлительной машиной (3). Использование рыхлительной машины позволяет разрушить структуру сырья и усреднить его по вещественному составу и влажности.
Глинорыхлительная машина имеет роторы, которые вращаются над питателем, и зубьями разрушают комья глины, которые проходят через решетку и далее подаются на транспортирующие устройства.
Глина после глинорыхлителя поступает в дезинтеграторные вальцы (11). Они предназначены для выделения каменистых включений.
Дезинтеграторные вальцы представляют собой два валка разного диаметра – дробящий и подающий. Валки установлены с зазором. Валок меньшего диаметра – ребристый, вращается с большей скоростью, чем гладкий валок большего диаметра. Глина, попадая между валками, проминается, дробится и проходит вниз. Каменистые включения удалятся в отверстие корпуса вальцов и направляются в отвал.
Отощители (песок и шлак) доставляются автосамосвалами из закрытого склада с железнодорожными эстакадами (4) в приемные бункера (5), а затем через систему ленточный питатель (6), конвейер (7) направляются на инерционный грохот (8), где происходит удаление каменистых включений размером более 10 мм. Просеянный продукт перемещается в расходные бункера (9), а затем через систему весовых дозаторов (10) направляется в вальцы тонкого помола (12). Сюда же поступает переработанная глина. Материалы попадая в промежуток между валками раздавливаются и истираются. Полученная таким образом масса в зависимости от ее влажности может:
1. Если влажность исходного глинистого сырья более 16%, то направляется в сушильный барабан (13) с выносной топкой для подсушки до влажности не более 16%. Температура газов, поступающих в сушильный барабан (600-800), на выходе 100-120ОС. Перед подачей в барабан газы разбавляют холодным воздухом в смесительной камере для понижения температуры до постоянной величины. Сушат глину прямотоком, т.е. материал, и подогретые газы движутся в одном направлении, так как при противотоке глина может перегреться, что приведет к потере ее пластичных свойств. Отработанные газы пропускают через циклон (15) и рукавный фильтр (16), где отделяются мелкие частицы материала, которые собираются винтовым конвейером (17) и направляются в бегуны мокрого помола (14).
2. Если влажность исходной глины не превышает 16%, то масса направляется непосредственно в бегуны мокрого помола (14).
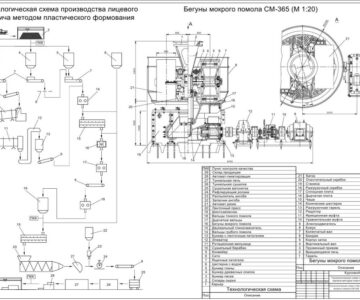
В бегунах мокрого помола производиться тонкое измельчение массы. Целью тонкого измельчения является разрушение водопрочных оболочек, цементирующих отдельные зерна глинообразующих минералов, частичное разрушение самих зерен и освобождение в конечном счете молекулярных связей, за счет которых глина будет гидратироваться, присоединяя к себе большое количество связанной воды.
Бегуны мокрого помола являются наиболее эффективной машиной для тонкого измельчения пастообразных масс. В процессе бегунной обработки одни и те же кусочки глины подвергаются многократному истирающему воздействию тяжелых катков, что и обеспечивает тонкое измельчение массы.
После механической обработки на бегунах глиняная масса через систему ленточных конвейеров (18) направляется на вылеживание в механизированное хранилище, называемое шихтозапасником. В шихтозапаснике масса вылеживается не менее 3 суток. При этом помимо ее набухания происходит релаксация напряжений в глине, возникших при механической обработке, благодаря чему улучшаются ее формовочные и сушильные свойства. Вылеживание массы увеличивает прочность изделий на 20-30%.
Из шихтозапасника масса с помощью мостового крана (19) с грейферным захватом подается на промежуточный питатель (20) и далее посредством ленточным конвейером (21) поступает в глиномешалку двухвальную (22) с фильтрующей решеткой. Здесь происходит проминание глиняной массы с одновременным водяным орошением для придания массе сплошного массива глиняного теста с влажностью (18-22%) при которой формуется изделия. Для этого поперечное сечение корпуса перегорожено на выходном конце массивной решеткой. Через эту решетку лопасти вала продавливают глину, подвергая ее тем самым дополнительной обработке и одновременно задерживая засоряющие включения. Результатом этой операции является увеличение подвижности глиняной массы и прочности высушенных образцов в 1,5 – 2 раза.
Окончательная переработка глиняной массы завершается в вальцах тонкого помола (23). Далее масса по ленточному конвейеру (24) транспортируется в расходный бункер (25) и питателем (26) подается в смеситель пресса ленточного вакуумного пластического формования (27). Из мундштука (28) пресса масса выходит в виде сплошной ленты, разрезаемой с помощью резательного аппарата на отдельные части заданного размера, которые транспортируются к автомату многоструйной резки и укладки (29), где брус разрезается на куски заданных размеров и укладывается на сушильную вагонетку (30). Брак формовки транспортируется в шихтозапасник.
Сушка кирпича-сырца производиться в туннельной сушилке (31). Сушилка работает по принципу противотока и имеет тепловую блокировку с туннельной печью. Теплоносителем служит теплый воздух, отбираемый из зон подогрева туннельной печи. Температура теплоносителя, подаваемого в туннели сушилки (80+15) Продолжительность сушки не менее 48 часов, для того чтобы максимальное содержание влаги в кирпиче-сырце не превышало 5% и в полуфабрикате отсутствовало коробление и трещины.
Вагонетки из сушилки подаются к месту садки кирпича на печные вагонетки (32). Обжиг кирпича производиться в туннельной печи (33), длиной около 100 метров. Печь условно делится на три зоны: подготовки, обжига, охлаждения. В зоне подготовки кирпич нагревается разбавленным воздухом из зоны охлаждения и продуктами сгорания топлива из зоны обжига. Зона обжига оборудована смесительными газовыми горелками. В качестве топлива –природный газ. Температура обжига составляет 950-1000 0С.
Вагонетки с обожженным кирпичом транспортируются к участку сортировки. Сортировка кирпича производиться вручную. Кирпич укладывается на поддоны, которые увозятся на склад готовой продукции.
- Главная -
- Чертежи -
- Промышленность -
- Промышленность строительных материалов -
- Технологическая схема производства керамического кирпича
Технологическая схема производства керамического кирпича
1
363
11485
62
0
20
Сообщить о проблеме
Автор
Дата
30.05.2013
Язык
Русский
Состав
Технологическая схема
Софт
CDW, компас 13
Отзывов пока нет
Содержимое архива
-
 Техн схема.cdw
Техн схема.cdw
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать
файлы
Еще чертежи и проекты по этой теме:


Отзывов пока нет
Чтобы оставить отзыв, необходимо войти
Войти с помощью:
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности