Технологический процесс
Технологический процесс получения бетонной смеси, включая приемку и хранение исходных материалов, состоит из следующих операций: разгрузки, складирования и подачи вяжущих веществ и заполнителей в расходные бункера; подогрева заполнителей, а иногда и воды в зимнее время; дозирования ее компонентов; перемешивания и выдачи готовой бетонной смеси.
Цемент поставляют в железнодорожных вагонах – цементовозах с пневматической выгрузкой, а также автоцементовозах. Цемент хранят в механизированных закрытых складах силосного типа, оборудованными приемными устройствами и механизмами для разгрузки, транспортными средствами для подачи цемента на склад и выдачи в расходные бункера бетоносмесительного отделения. Цемент в бетоносмесительные установки подают механическим и пневматическим транспортом.
Заполнители доставляются железнодорожным, автомобильным и водным транспортом. Выгрузку их с транспортных средств осуществляют гравитационным способом, сталкиванием и черпанием. При разгрузке вагонов в зимнее время возникают затруднения из – за замерзания заполнителей. Для восстановления сыпучести их рыхлят с помощью бурофрезерных и вибрационных рыхлительных машин. Разгрузку с транспортных средств осуществляют в бункерные приемные устройства, заглубленные в землю, откуда их с помощью системы транспортеров с питателями подают на эстакадно-траншейный склад закрытого типа. Заполнители подогреваются по одно- и двухступенчатой схемам. В первом случае материал сразу нагревают до принятой температуре не складе, в промежуточных бункерах или сушильных барабанах. По второй схеме заполнители сначала оттаивают на складе, а затем осуществляют подогрев в промежуточных бункерах или сушильных барабанах или в расходных бункерах бетоносмесительного отделения. Со склада в бетоносмесительное отделение заполнители подают ленточными транспортерами по наклонным галереям.
Составляющие материалы при приготовление бетоной смеси дозируют по весу (исключение допускается для воды), так как объемное дозирование не обеспечивает нужной точности. Дозатор состоит из следующих частей: весового бункера для отвешивания материала; весоизмерительного устройства, автоматически прекращающего при достижении заданного веса дальнейшее поступление материала в весовой бункер, и устройства для выдачи материала из расходного бункера в дозатор и из дозатора в бетономешалку.
Перемешиванием обеспечивают однородность бетонной смеси, т. е. пробы, взятые из любой части приготовленной бетонной смеси, должны иметь один и тот же состав и равномерное распределение всех компонентов. При перемешивании не только отдельные объемы материалов, но и каждая частица смеси в отдельности совершают многократные перемешивания относительно друг друга по сложным, часто пересекающимся между собой траекториями.
Приготовление бетонных смесей осуществляют в установках циклического действия. В состав бетоносмесительной установки входят устройства для подачи вяжущих веществ и заполнителей со склада, расходные бункера, дозирующие устройства, бетоносмесители и устройства для выдачи готовой бетонной смеси.
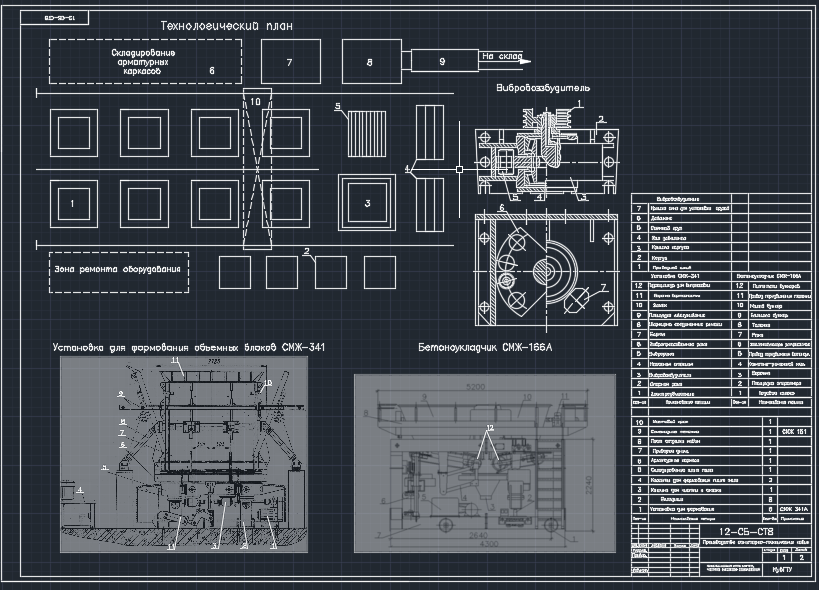
Арматурные работы.
Объемные элементы армируются про¬странственными каркасами, процесс изготовления которых вклю¬чает два этапа:
изготовление плоскостных элементов — сетки, вертикальных и обвязочных каркасов;
сборку пространственного каркаса на специальном кондук¬торе или на сердечнике с помощью сварочных клещей или вя¬зальной проволоки.
Для армирования объемного элемента применяются арма¬турные сетки, изготовляемые промышленностью, а также сетки и каркасы, изготовляемые непосредственно на предприятии объ¬емно-блочного домостроения.
Арматурные сетки режутся гильотинными ножницами и свариваются сварочными клещами типа МТПП-75.
При изготовлении сеток непосредственно на заводе правка и резка прутков производится на автоматических правильно-от¬резных станках типа С-338.
Стержневая арматура режется на станках типа С-370 или С-150, оборудованных роликовыми столами с мерной рейкой и передвижным упором. Для изготовления монтажных петель используются гибочные станки НЗ – 4 с приспособлениями, позволяю¬щими гнуть несколько петель (в будущем петли исключаются).
Пространственный каркас образуется в процессе связывания отдельных плоских элементов, в некоторых случаях – путём контактной сварки. Дуговая сварка, за исключением некоторых случаев, не допускается. Установка элементов пространственного каркаса осуществляется при помощи мостового крана с использованием специальной траверсы, обеспечиваю¬щей неизменяемость всех геометрических размеров каркасов.
К собранному пространственному арматурному каркасу кре¬пятся металлические или деревянные коробки для получения необходимых отверстий и мест креплений в объемном элементе.
Формование
Формование производится поэтапно, с целью повышения производительности вводится ускоряющая добавка. Формование производится при помощи бетонораздатчиков адресной подачи, транспортирующих бетонную смесь от бетоносмесительного отделения вплоть до стенда. По мере заполнения формы необходимо проводить уплотнение бетонной смеси – оно выполняется при помощи вмонтированных в стенд вибраторов. После заполнения бетоном формы проводится выдержка бетонной смеси перед тепловой обработкой в течение часа.
Тепловая обработка.
Опыт показал, что недопустимо отказываться от предварительной выдержки объемных элементов перед тепловой обработкой, поскольку данных тип изделий обладает большими поперечными размерами, поэтому необходимо удаление температурных градиентов в изделии. Рекомендуемая скорость повы¬шения температуры теплоносителя составляет 10-20° С/ч для тяжелого бетона с предварительно напряжёнными конструкциями.
В соответствии с требованиями ОНТП 07-85 выбран наиболее щадящий режим тепловой обработки изделий – 11 ч(3,5+5,5+2ч). Изотермический прогрев при заданной температуре должен быть стабильным, при этом допускается прерывистая подача теплоносителя. Снижение температуры изотермического про¬грева более чем на 10° С по сравнению с заданной не допу¬скается.
Транспортировка и монтаж объемных блоков. Наиболее целесообразным и экономичным для перевозок на расстояния до 100 км является автотранспорт.
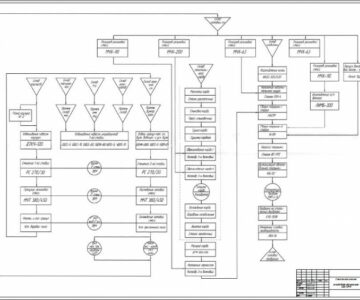
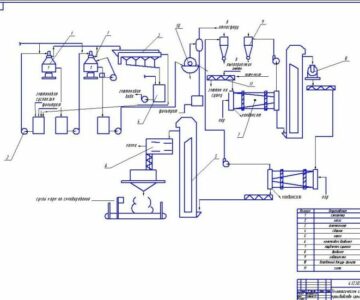
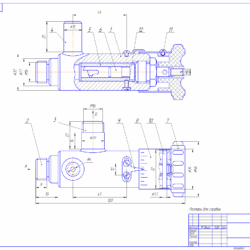
На листе 1 графической части представлена технологическая схема производства железобетонных кабин санитарно-технических узлов стендовым способом.
Цемент поступает на завод при помощи автоцементовозов 1 и железнодорожных вагонов-хопперов 7 на силосный склад при помощи системы пневмовинтовых насосов и течек. Оттуда он через донные пневморазгрузчики 5 идёт поступает в расходные бункеры бетоносмесительного отделения(20) через систему питания, состоящую из шнеков и течек. Попутно с цементом на завод поступает зола, используемая для замены части цемента для его экономии.
Для заполнителей оборудована галерея, обогреваемая при помощи паровых регистров. Заполнители поступают через подземную систему, выгружаясь автосамосвалами сквозь армированное решето(для удобства разгрузки), в галерею, откуда при помощи ленточного питателя 17 они поступают в расходные бункеры, подобно цементу.
Цемент, заполнители, добавка, вода дозируются при помощи автоматичеких дозаторов; параллельно с ними в бетоносмесительное отделение завода подаётся раствор добавок, идущий от специального отделения, где они готовятся до необходимой концентрации, поступая со склада или в виде жидкостей, или в сухом состоянии. После через поворотную воронку все компоненты подаются в бетоносмесители(38), где происходит их перемешивание.
В свою очередь, параллельно с бетонной смесью готовятся арматурные элементы – пучки напрягаемой арматуры, плоские каркасы и сетки, закладные детали. В арматурном цехе установлены такие машины как:
1) правильно-отрезные станки для получения готовых прутков диаметром до 16 мм из бухтовой стали(42, 43);
2) Отрезной станок(44) для резки стали диаметном 20 мм и более, а также проката, листов и др;
3) Станок для гибки отдельных стержней(44);
4) Многоточечная(46) и стыковая(39) сварочные машины для сварки сеток и отдельных стержней соответственно и проч.
По окончании соединения отдельных прутков, получаемые арматурные элементы устанавливаются непосредственно в формовочный стенд 52, где происходит их окончательная сборка в пространственный каркас.
При помощи кюбелей адресной подачи 40 бетонная смесь доставляется в формовочный цех, где она укладывается в стенд при помощи бетонаукладчика с ленточным питателем. После укладки смеси она уплотняется при помощи встроенных в стенд вибраторов. Далее отформованное изделие выдерживается в течение 1 ч, за выдержкой следует тепловая обработка при помощи паровой рубашки стенда, оборудованной паровыми регистрами в течение 11ч. После набора отпускной прочности производят отпуск напряжённой арматуры и обрезку её концов. Готовые изделия распалубивают и вывозят при помощи крана и устанавливают на поддон толщиной не менее 30 см.
Затем начинают отделку поверхностей кабины, в следующем порядке:
- устанавливается санитарно-техническая аппаратура;
- монтируются дверные блоки и подоконники;
- осуществляется устройство полов, встроенных шкафов, вентиляционных решеток;
- монтаж электропроводки и сушка стен горячим воздухом;
- осуществляется окраска потолков, оклейка стен обоями, окраска панелей окон и дверей, инженерный коммуникаций с сушкой окрашиваемых поверхностей;
- устанавливают сантех приборы и фурнитуру;
Осуществляется прием ОТК.
- Главная -
- Чертежи -
- Строительство -
- Проекты производства работ и Технологические Карты -
- Технологическая схема производства санитарно-технических кабин
Технологическая схема производства санитарно-технических кабин
0
148
1981
19
0
20
Сообщить о проблеме
Автор
Дата
30.06.2016
Язык
Русский
Состав
Технологическая схема. Технологическая карта
Софт
AutoCAD
Как открыть?
Отзывов пока нет
Содержимое архива
-
 Сан тех кабина000штемпел.dwg
Сан тех кабина000штемпел.dwg
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать
файлы
Еще чертежи и проекты по этой теме:


Отзывов пока нет
Чтобы оставить отзыв, необходимо войти
Войти с помощью:
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности