СевНТУ кафедра АТПП
курсовая работа по дисциплине:
«Автоматические системы управления технологическими процессами и производствами»
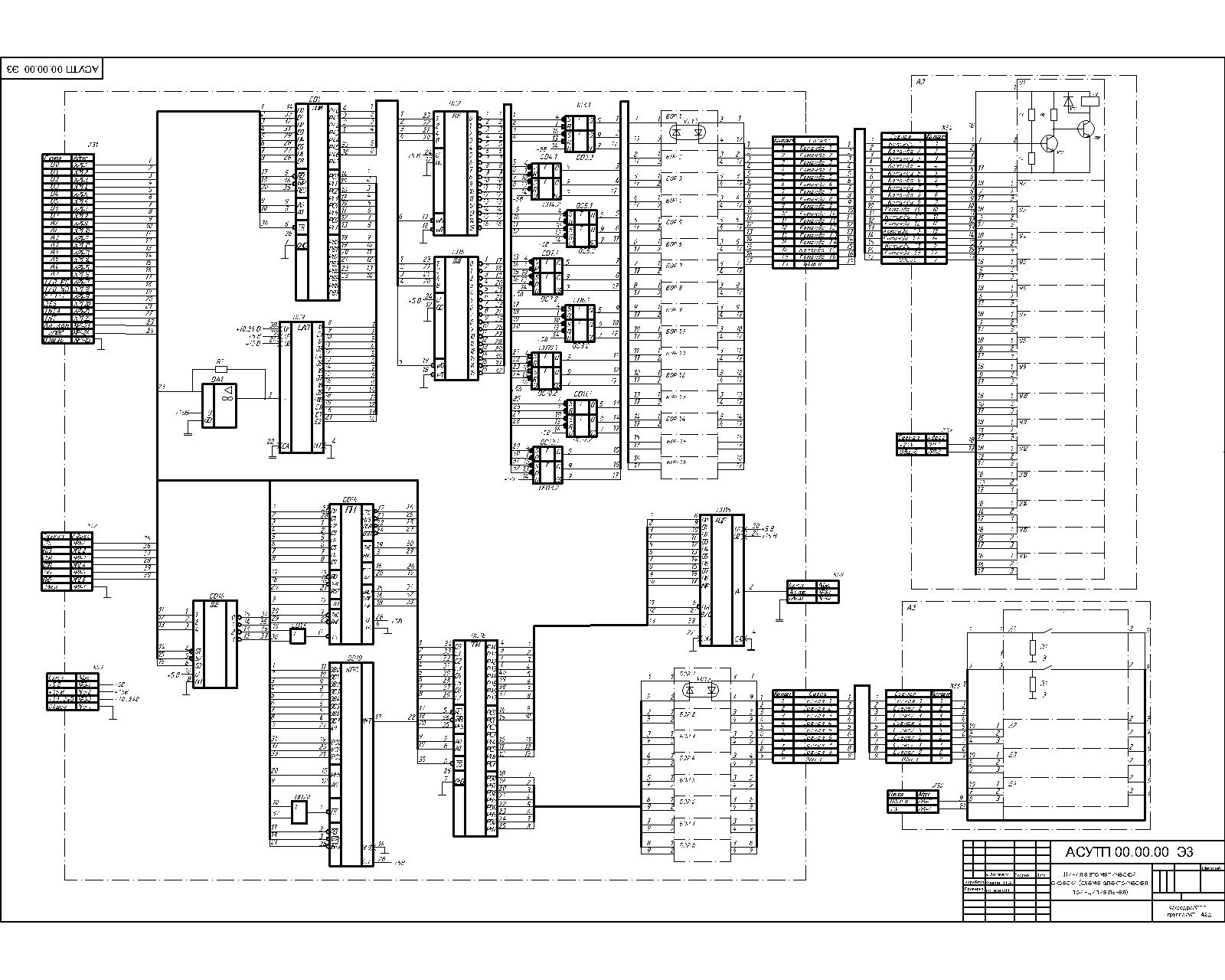
«Система управления технологическим процессом окраски плоских деталей»
Севастополь 2011
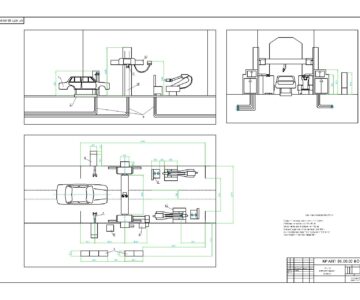
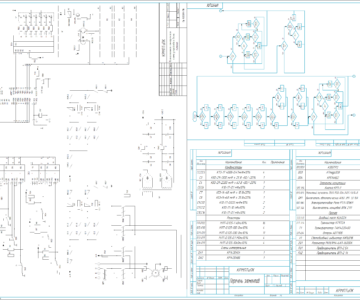
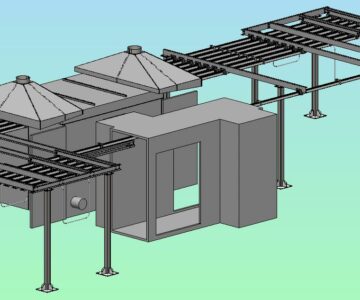
Описание автоматизированного технологического комплекса автоматической окраски
Позиция состоит из: вертикального подвесного конвейера, закрепленного на станине из алюминиевого профиля. Конвейер проходит через установку автоматической окраски. В установке смонтирован пневмопривод с вакуумным захватом для поддержания панелей в неподвижном состоянии. Промышленный робот марки ABB IRB52, установлен на бетонном основании в покрасочной камере. Также в камере установлена вытяжка для обеспечения равномерной окраски, удобства и безопасности персонала, обслуживающего установку. На выходе из окрасочной камеры деталь проходит в сушильную камеру.
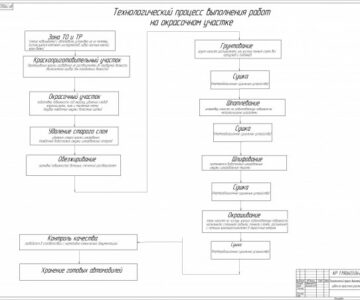
Описание работы:
По команде запуска установки окраски, по подвесному конвейеру, ориентированная деталь подается в покрасочную камеру; датчик положения определяет наличие детали в камере и останавливает конвейер. Деталь позиционируется с помощью вакуумного захвата. Если нет запрещающего сигнала от зоны подготовки и (или) зоны окраски, начать программу окрашивания детали. Если поступает сигнал от зоны подготовки, проверить наличие краски в резервуаре. В случае отсутствия краски в резервуаре высветить «Нехватка краски». Если краска есть, проверить ее температуру, в случае надобности подогреть. Когда вакуумный захват не держит деталь, выводится «Ошибка захвата».
В покрасочной камере происходит одновременная подача распылителя и включение вытяжки. Производится процесс окраски, траектория которого заранее записана в контроллере. Если вытяжка не работает, вывести «Авария вытяжки», и остановить окраску. По окончании процесса, робот возвращается в начальное положение, а вакуумный захват отпускает деталь. После того как получен сигнал об отсутствии вакуума в захвате включается конвейер, перенося деталь в сушильную камеру.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности