Карагандинский Государственный Технический Университет
Кафедра ТСМиИ
Курсовая работа по дисциплине: "Автоматика и автоматизация"
на тему: "Система автоматического регулирование уровня асбестоцементной суспензии в ваннах листоформовочных машин"
Караганда 2014
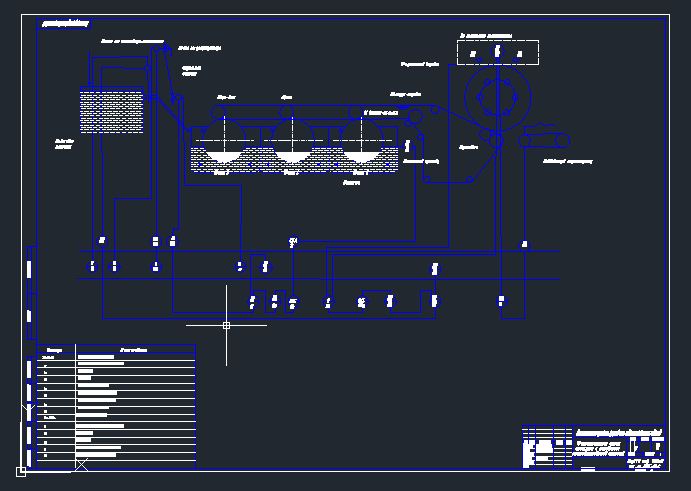
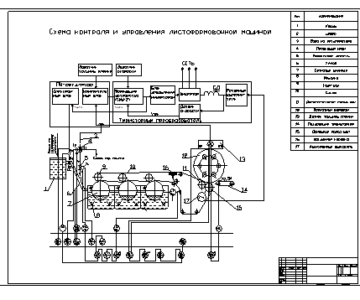
Курсовая работа содержит функциональную схему контроля и управления листоформовочной машиной, выполненную на листе формата А1, а также 19 страниц пояснительной записки, содержащей 2 таблицы, 2 рисунка и список литературы.
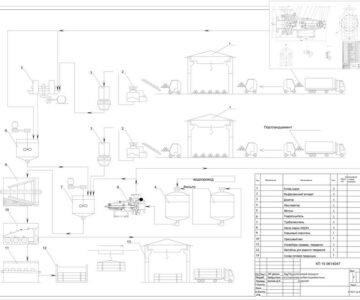
Процесс формования при производстве асбестоцементных изделий является основным. Он включает формование асбестоцементных накатов, раскрой их на заготовки, последующие волнировку, укладку в стопы и подачу на конвейер предварительного твердения.
Процессы формования асбестоцементных листов осуществляются на автоматических линиях беспрокладочного формования, которые представляют собой технологический комплекс механизмов. Листы формуются на линии, состоящей из универсальной круглосеточной листоформовочной машины СМ-943 (или СМ-942), ротационных ножниц и волнировочно-стопирующего агрегата.
Сущность процесса состоит в фильтрации асбестоцементной суспензии на сетчатых цилиндрах формовочной машины, получении на них первичных асбестоцементных пленок, на листоформовочной машине производится срез наката.
Сформованный лист передается на раскрой и волнировку. В сеточной части формовочной машины происходит процесс фильтрации, в прессовой — уплотнение пленок при помощи пресс-валов (основного и двух дополнительных,) на листоформовочной машине и экипажа давления на трубной.
Таким образом, при формовании асбестоцементная масса, получаемая в заготовительном отделении, превращается в полуфабрикат— свежесформованные листы.
Процесс формования характеризуется сложной технологи¬ческой схемой с тесно связанными и взаимно обусловленными параметрами. Изменение режима на одном участке быстро распространяется на соседние и приводит к нарушению нормального технологического режима всего производства.
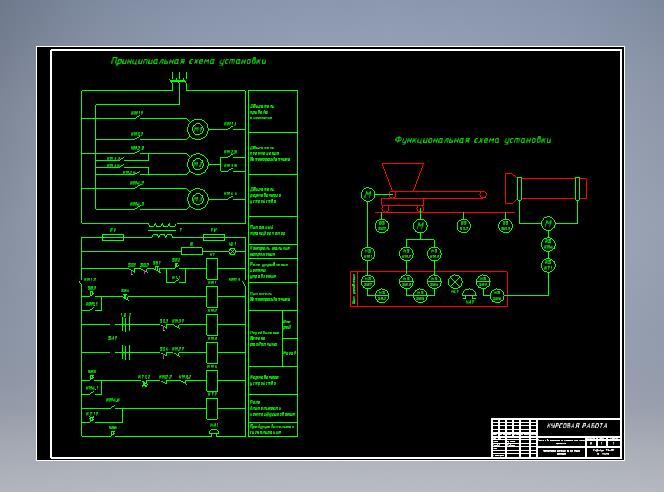
Система автоматического регулирование уровня асбестоцементной суспензии в ваннах листоформовочных машин предназначена для стабилизации уровня в ваннах формовочных машин. Задаваемая величина уровня определяет гидростатическое давление, под действием которого происходит процесс фильтрации на сетчатых цилиндрах. Фильтрация наиболее эффективна при погружении сетчатого цилиндра на 0,7 его диаметра. Величина колебания уровня при ручном управлении составляет ±100 мм.
Возмущающими воздействиями, вызывающими изменения уровня, являются колебания расходов воды и массы, концентрации массы, а также засорение сетки и т. д. Регулирующее воздействие осуществляется подачей воды из рекуператора в ванну.
Допустимое среднеквадратичное отклонение уровня составляет ±2 см. Оно определяется допустимым отклонением толщины пленки, равным ±0,02 мм.
Время регулирования должно быть в пределах 350 с. Эта величина выбрана на основе динамических параметров объекта по каналу «расход воды — уровень суспензии в ваннах»:tp = 3τ22+ τ22 = 3*102+21≈300 с. Допустимое перерегулирование не должно превышать ± 12 см.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности