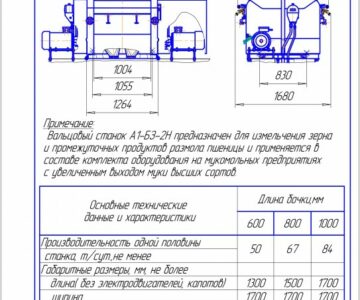
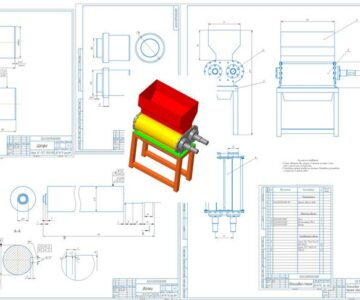
При производстве муки процесс измельчения зерна и промежуточных продуктов является одним из главных, так как в значительной мере влияет на выход и качество готовой продукции. Измельчение зерна – одна из наиболее энергоемких операций. Технологические приемы и машины, применяемые для измельчения, в значительной степени определяют технико- экономические показатели мукомольного завода. При выборе оборудования и общей характеристики процесса измельчения на вальцовых станках вводится нормативный показатель средней удельной нагрузки, который определяют отношением суточной производительности размольного отде- ления мукомольного завода к общей длине мелющей линии. Для вальцовых станков А1- БЗН эта нагрузка составляет 70... 75 кг/(см- сут).
Расход электроэнергии не может быть определен аналитически, но установлены определенные практические нормативы удельного расхода электроэнергии на 1 т готовой продукции в целом по заводу. На основные показатели эффективности вальцового станка влияют отношение окружных скоростей вальцов (дифференциал), состояние поверхности, точность зазора по длине вальцов. Увеличение окружных скоростей вальцов при постоянном дифференциале значительно повышает производительность, несколько увеличивает расход энергии и практически не влияет на гранулометрический состав измельченного продукта. Окружная скорость быстровращающихся рифленых вальцов составляет 5, 5...6, 0 м/ с, а микрошероховатых – 5, 2...5, 4 м/ с.
Существенное влияние на производительность и характер измельчения оказывает дифференциал. При увеличении дифференциала преобладает разрушение частиц за счет деформации сдвига, при уменьшении – возрастает роль деформации сжатия.
Большое влияние на качество и производительность вальцового станка оказывает не только величина зазора, но постоянство его размера по всей длине вальцов. Правильную цилиндрическую форму вальцов обеспечивают при шлифовке на специальных шлифовально- рифельных станках. На постоянство величины зазора может оказывать влияние состояние подшипников, пружин- амортизаторов и шарнирных соединений. На качество измельчения отрицательно влияет радиальное биение вальцов, ко- торое может быть следствием неправильной геометрической формы отклонений при запрессовке полуосей, дефектов литья, вызывающих дебаланс. Чем меньше радиальное биение вальцов, тем стабильнее рабочий зазор, выше качество размола, больше износостойкость вальцов. Поэтому технология обработки вальцов обяза- тельно включает их динамическую балансировку на специальном станке.
Важным условием выполнения всех последовательных технологических этапов измельчения зерна является обеспечение заданных параметров рифленой микроше- роховатой поверхности вальцов, которые для каждой технологической системы рекомендованы «Правилами» и учтены в форме исполнения вальцовых станков. Рифли нарезают на шлифовально- рифельном станке, а микрошероховатую поверхность получают воздействием струи сжатого воздуха и абразивного материала на станке со специальным пескоструйным устройством.

Вчера скачала чертежи и очень хотелось Вас спросить.Есть ли увас ,информация по модернизации вальцового станка А1-БЗН?!Ну,очень нужно!!!Напишите,пожалуйста ответ!!!Спасибо заранее!!!
Очень нужна помощь,тоже по расчету вальцового станка А1-БЗН?Очень нужно спасибо!!!
kto pomojet?