Белорусско-Российский университет
Кафедра Физические методы контроля
Курсовой проект по дисциплине "Методы и приборы ультразвукового контроля"
На тему: Разработка методики и технических средств для УЗ контроля таврового соединения труб
Могилев 2013
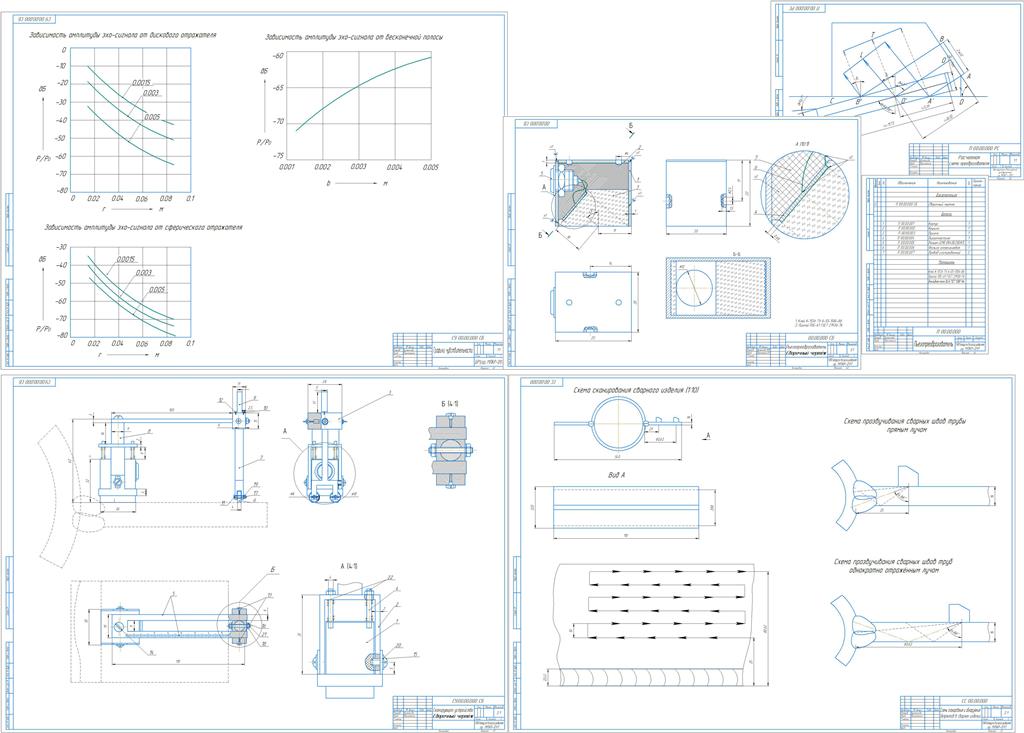
В данном курсовом проекте была проведена разработка методики и технических средств для УЗ контроля сварного изделия.
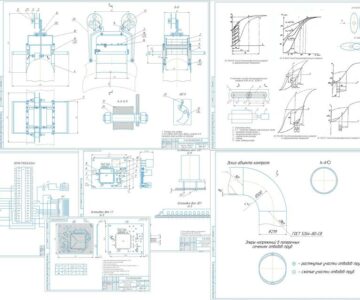
Проанализировав объект контроля сделали вывод, что основными дефектами сварного шва из данного материала являются непровары, трещины и поры, исходя из этого был произведен анализ и расчет акустического тракта на основании которого выбран эхо-импульсный метод контроля сварных швов.
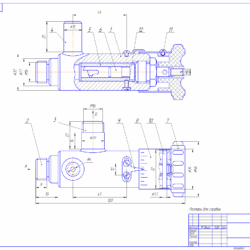
Для контроля заданного изделия была построена схема сканирования объекта, был выбран, рассчитан и спроектирован пьезоэлектрический преобразователь со следующими характеристиками: рабочая частота 2.5 МГц, радиус пьезопластины 6 мм, угол наклона призмы 49ᵒ, угол ввода поперечных волн в объект контроля 65ͦ, стрела 11мм. На основе расчетов пьезоэлектрического преобразователя была построена расчетная схема преобразователя.
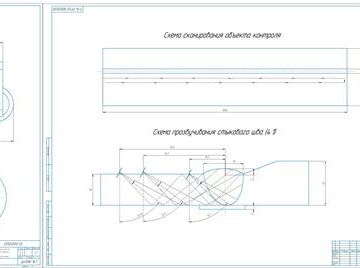
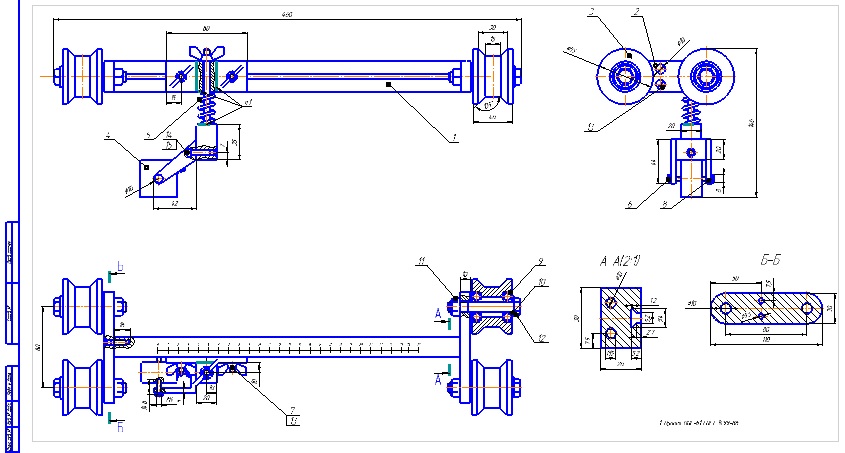
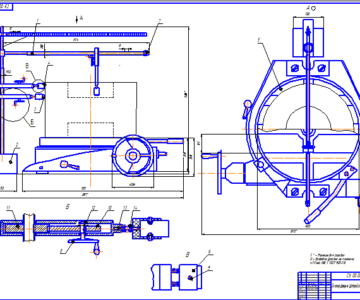
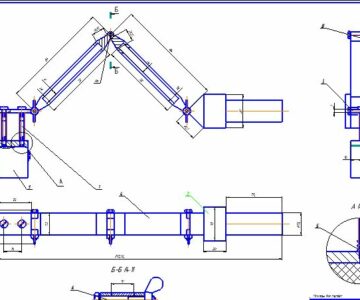
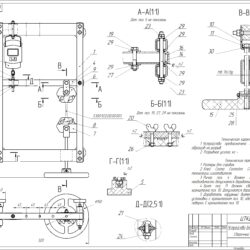
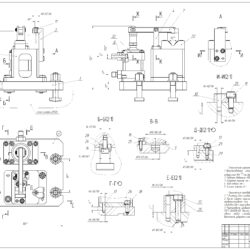
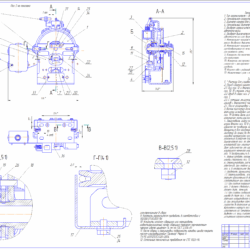
Затем, на основе схемы сканирования и условий доступа для контроля сварного соединения, спроектировали сканирующее устройство, позволяющее с большой точностью производить контроль таврового шва изделия. Рассчитали чувствительность и время контроля одного заданного изделия, построили диаграммы направленности.
Для контроля предлагается использовать дефектоскоп УД2 – 70, т.к. он удовлетворяет условиям контроля предложенного объекта и обладает высокими техническими и эксплуатационными и эргономическими характеристиками.
Разработанная установка позволяет надежно выявлять в контролируемом сварном соединении характерные для него дефекты.
Содержание
1 Анализ характеристик объекта контроля 5
2 Сравнительный анализ известных методик ультразвукового контроля сварных швов 11
3 Выбор метода контроля (теоретический анализ акустического тракта) 28
4 Расчет и проектирование преобразователя 31
5 Разработка методики контроля 37
5.1 Выбор частоты УЗ волн 37
5.2 Выбор типа УЗ-волн и направления их распространения в изделии 37
5.3 Выбор способа контакта 38
5.4 Выбор мест ввода ультразвуковых волн и схемы сканирования 39
5.5 Выбор технических средств контроля 40
5.6. Выбор способа регистрации и расшифровки результатов контроля37
5.7 Разработка метрологического обеспечения средств контроля 40
5.8 Описание мероприятий по технике безопасности и охране труда 43
6 Разработка вспомогательных средств для сканирования объекта 47
7 Расчет чувствительности и производительности контроля 48
Заключение 53
Список использованных источников 54
Приложение 56
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности