Белорусско-Российский университет
Кафедра “Металлорежущие станки и инструменты”
Курсовой проект по дисциплине «Режущий инструмент»
на тему: Проектирование конструкций металлорежущих инструментов
Могилев 2012
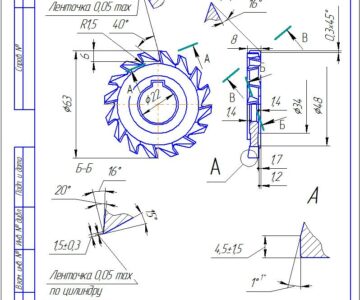
Червячные фрезы применяют для черновой и чистовой обработки цилиндрических зубчатых колес наружного зацепления с прямым, винтовым и шевронным зубьями, червячных колес и колес внутреннего зацепления. Червячными фрезами обрабатывают колеса 7-11-й степеней точности. Эти фрезы могут работать с осевой, радиальной и тангенциальной подачами. По способу крепления фрезы делаются на насадные и хвостовые.
1.1 Исходные данные
Обрабатываемый материал – Сталь 50
Модуль нормальный – mn=8,5 мм
Число зубьев колеса – Zк=38
Угол наклона зубьев колеса – 10˚
Степень точности колеса – 6
1.2 Дополнительные технологические данные
Угол профиля нарезаемого колеса –20˚
Коэффициент высоты головки зуба –1
Коэффициент радиального зазора –1,25
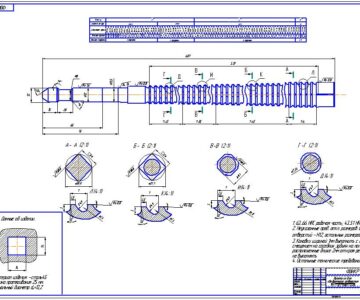
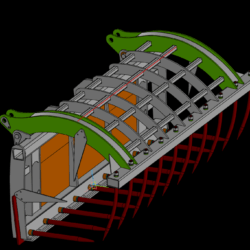
Протяжки являются многозубыми металлорежущими инструментами, осуществляющими снятие припуска без движения подачи за счет превышения высоты или ширины последующего зуба по отношению к высоте или ширине предыдущего. Они применяются для чистовой обработки различных по форме внутренних и наружных поверхностей деталей. Протяжки – это узкоспециализированный инструмент, предназначаемый для обработки одной и, редко, нескольких деталей, мало отличающихся размерами. Из-за высокой стоимости их применение эффективно в массовом и серийном производстве.
Протяжки делятся на внутренние и наружные. По конструкции протяжки бывают цельные и сборные. По схеме резания они бывают одинарные и групповые.
2.1 Исходные данные
Обрабатываемый материал – ХГС
Больший диаметр отверстия – 34Н8
Меньший диаметр отверстия – 26Н14
Ширина шлица – 7F10
Количество шлиц – 6
Диаметр предварительного отверстия – 24 мм
Длина отверстия – L=35мм
Шероховатость – 0.8
Модель станка – 7520
Тяговая сила станка –2340 кН
Наибольший рабочий ход ползуна – 1600 мм
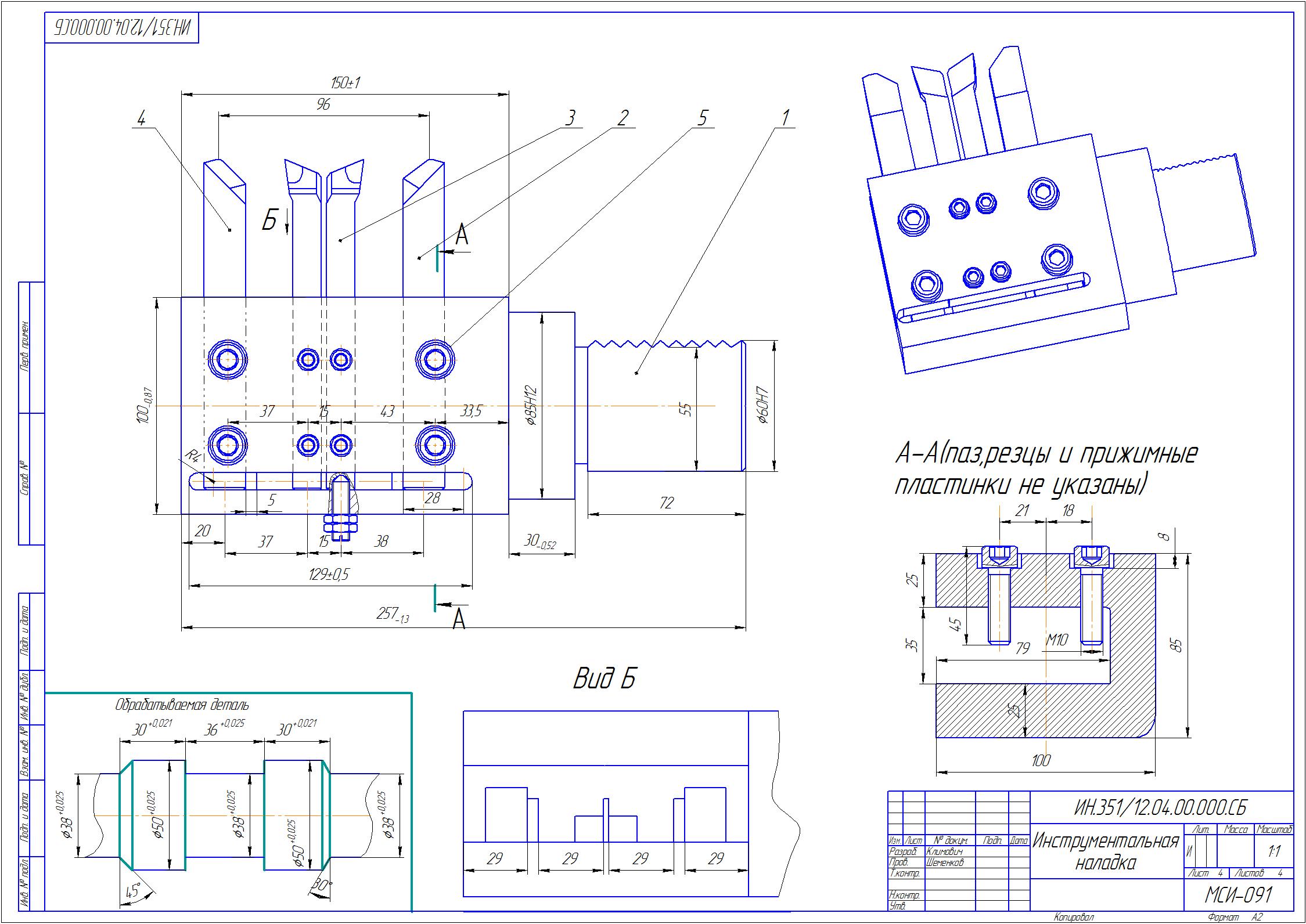
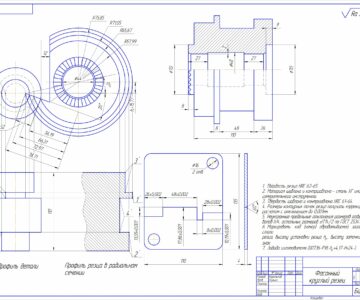
Сверла – один из наиболее широко используемых типов режущих инструментов, предназначенный для сверления отверстий в сплошном металле, рассверливания, получения центровочных отверстий, подразделяющийся на множество разновидностей: центровочные, перовые, спиральные, для глубокого сверления и др. Наиболее распространены среди них спиральные сверла, которые можно эксплуатировать в самых разнообразных условиях. Сверла обеспечивают обработку отверстий по 11-12 квалитетам точности и шероховатость .
Для обработки коротких (до 2d) отверстий на автоматизированном оборудовании широко используются сверла с МНП. Такие сверла обладают высокой жесткостью и могут работать не только как непосредственно сверла, но и растачивать отверстия, фрезеровать бобышки, подрезать торцы.
В отличие от сверла с двумя симметричными и идентичными режущими кромками сверла с МНП в зависимости от диаметра имеют две или три отличающиеся по форме, несимметрично расположенные режущие пластины со стружкодробящими канавками. Одна из пластин с углом в плане близким к , работает у периферии, другая – у центра, а третья, для больших диаметров, заполняет промежуток между ними. Таким образом, сверло работает как односторонний расточной резец с прерывистой режущей кромкой.
3.1 Исходные данные
Обрабатываемый материал – СЧ35
Диаметр отверстия – 49Н12
Длина отверстия –60 мм
Вид отверстия – сквозное
Хвостовик – конический
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности