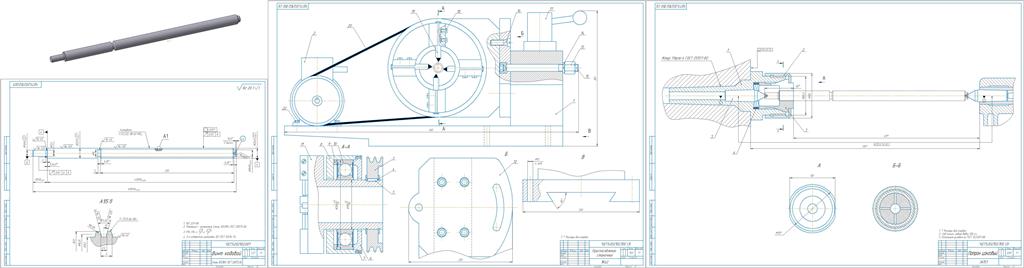
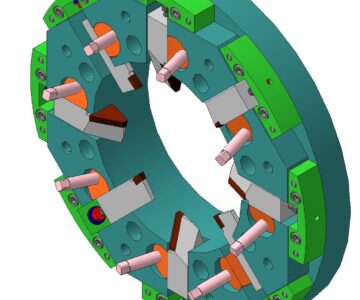
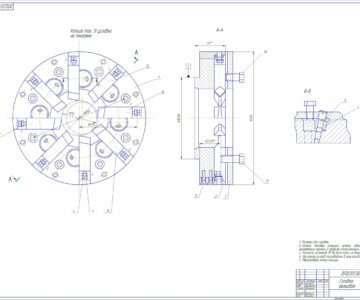
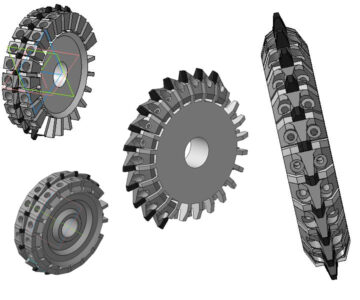
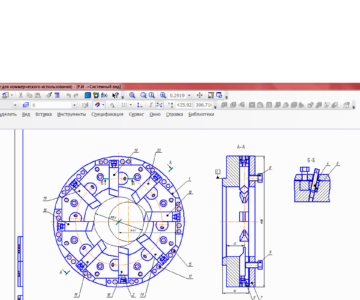
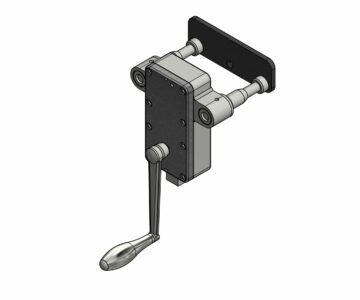
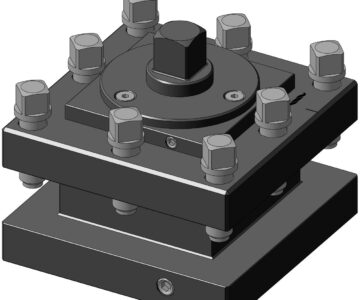
Резцовая головка предназначена для нарезания трапецеидальной левой резьбы Tr 22х5-6g (ходовой винт) вихревым способом на токарно-винторезном станке 1К62. Резцовая головка устанавливается на поперечной каретке суппорта токарно-винторезного станка, и зажимается 4 прижимными болтами. В резцовой вращающейся головке закреплены резцы. Резцовая головка вращается с помощью ременной передачи от электродвигателя. Обрабатываемая заготовка устанавливается в центрах, проходит через резцовую головку и зажимается в цанговом патроне. Резцовая головка установлена эксцентрично относительно обрабатываемой заготовки, и при ее вращении резцы поочередно срезают металл с обрабатываемой заготовки.
Патрон цанговый предназначен для точного установа и надежного закрепления заготовки ходового винта.
Режимы резания:
Окружная скорость вращения резца (200 ÷ 400 м/мин),
Окружная скорость вращения заготовки (20 ÷ 30 м/мин).
Вихревым способом нарезают как наружную, так и внутреннюю резьбу. Так как за один свой оборот резец находится в работе на небольшой части окружности, а на большей части окружности он охлаждается, возможна обработка на высоких скоростях. Вследствие большой скорости резания получается высокая чистота обработанной поверхности резьбы, а высокую точность профиля резьбы можно получить за счет распределения работы резания между несколькими резцами.
Резьба нарезается полностью за один проход, т. е. этот метод более производителен, чем обычный.




Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности