МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«МИРЭА – Российский технологический университет»
РТУ МИРЭА
Институт перспективных технологий и индустриального программирования
Кафедра цифровых и аддитивных технологий
ВЫПУСКНАЯ КВАЛИФИКАЦИОННАЯ РАБОТА
по направлению подготовки бакалавра 15.03.01
Машиностроение
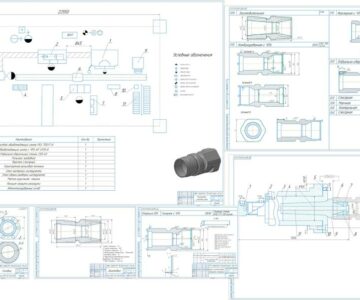
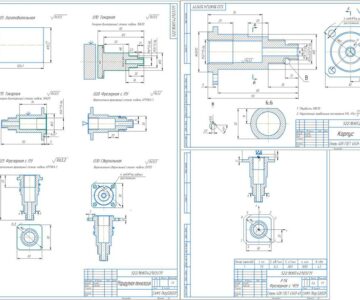
на тему: Разработка технологического процесса изготовления детали «Корпус
ТНВД» с применением современного станочного оборудования с ЧПУ
Выпускная квалификационная работа выполнена на 63 страницах, содержит 14 рисунков, 17 таблиц, 30 источника литературы. Объем настоящей работы включает введение, пяти разделов, заключение и список использованных источников.
В работе рассмотрено краткое описание конструкции детали «Корпус ТНВД» и условия его эксплуатации. Приведена характеристика материала изделия с учетом механической обработки. Разработана технология изготовления, подобрано современное оборудование с ЧПУ и спроектирован участок механической обработки проектной детали.
Цель выпускной квалификационной работы - разработка технологического процесса и оборудования для производства детали «Корпус ТНВД» обработкой резания.
Ключевыми моментами выполнения выпускной работы заключались в написании технологического процесса изготовления, разработке маршрута изготовления детали с использованием современного станочного оборудования и формировании одной технологической операции, выполняемой на станке с ЧПУ.
Содержание
Введение 8
1 Технологический раздел 10
1.1 Исходные данные 10
1.2 Технологические характеристики детали 10
1.2.1 Служебное назначение детали 10
1.2.2 Анализ технологичности конструкции детали 10
1.2.3 Конструкторско-технологическая характеристика детали 13
1.4 Выбор метода получения исходной заготовки 16
1.5 Анализ типового техпроцесса 17
1.6 Разработка технологического процесса изготовления детали 20
1.6.1 Разработка маршрута обработки поверхностей 20
1.6.2 Формирование маршрута обработки поверхностей 22
1.6.3 Описание технологического оборудования 25
1.7 Разработка технологической операции 28
1.7.1 Формирование технологической операции и выбор средств технологического оснащения 28
1.7.2 Расчет и назначение режимов резания 30
1.7.3 Разработка управляющей программы 32
1.7.4 Нормирование технологического процесса 33
2 Организационный раздел 35
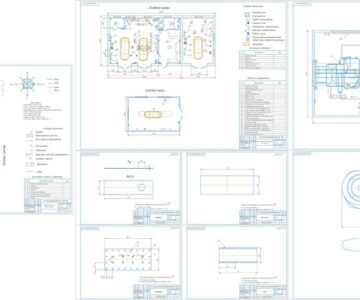
2.1 Планирование участка механической обработки 35
2.1.1 Расчет количества основного технологического оборудования 35
2.2 Технологические расчеты транспортно-складской системы 37
2.2.1 Расчёт площади складов 37
2.3 Расчёт цехового транспорта 37
2.4 Определение численности работающих 38
2.4.1 Определение численности производственных рабочих 38
2.4.2 Определение числа вспомогательных рабочих 38
2.4.3 Определение численности ИТР 38
2.5 Определение площади участка 39
2.5.1 Определение производственной площади 39
2.5.2 Определение площади инструментального отделения 39
2.5.3 Общая площадь участка 39
2.6 Разработка компоновочного плана цеха и планировки оборудования 40
2.7 Организация безопасной работы на участке 40
3 Конструкторский раздел 44
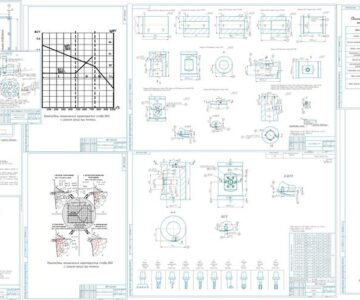
3.1 Выбор базовой конструкции станочного приспособления для сверления 44
3.1.1 Описание конструкции станочного приспособления 44
3.1.2 Точностной расчет станочного приспособления 45
3.1.3 Силовой расчет станочного приспособления 47
3.2 Описание станочного приспособления для фрезерования поверхностей 49
3.3 Описание конструкции приспособления для обеспечения острых углов для отверстий малого диаметра 51
4 Экономический раздел 55
4.1 Определение себестоимости продукции 55
4.2 Основная заработанная плата производственных рабочих 57
4.3 Определение цены продукции 58
4.4 Построение графика безубыточности 59
Заключение 62
Список использованных источников 63
Аспектами, которыми принято называть исходными данными, для процесса написания технологического процесса любой машиностроительной детали являются:
1. Наименование детали (в выпускной квалификационной работе является корпус ТНВД;
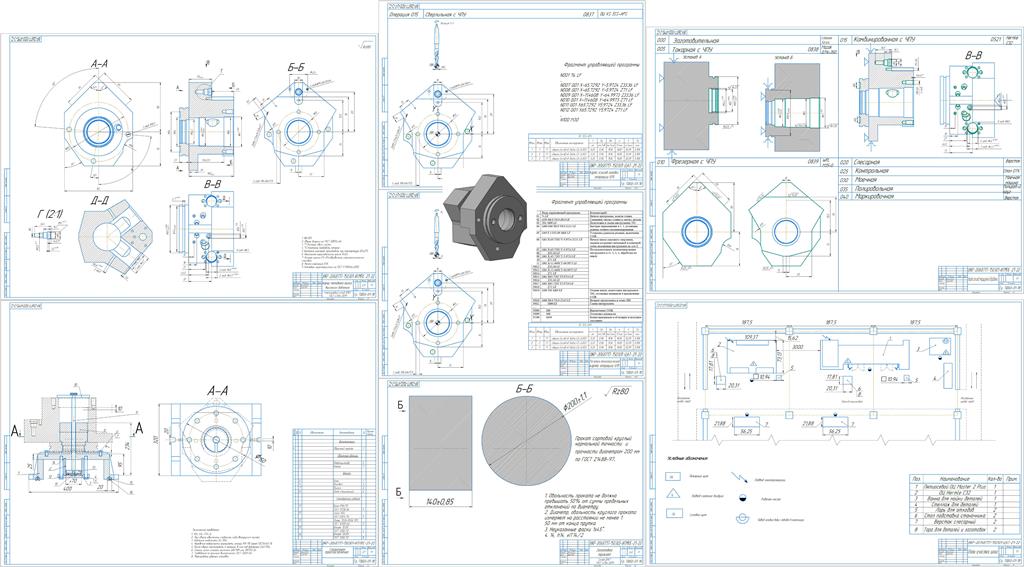
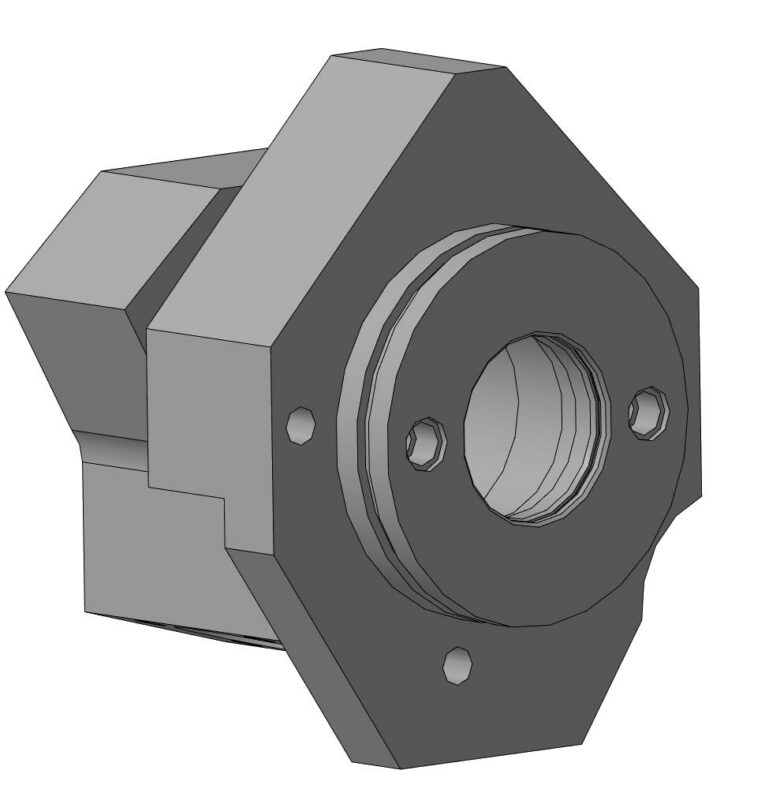
2. Чертеж детали (в работе представлен на рисунке 1.1);
3. Материал (объект исследования изготавливается из алюминиевого сплава Д16Т ГОСТ 4784-2019);
4. Масса детали (в данной работе она равняется 2,5 кг);
5. Годовой выпуск деталей (в данной работе выпуск составляет 1500 штук).



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности