Санкт-Петербургский Машиностроительный институт (ВТУЗ-ЛМЗ)
Технологический факультет, Кафедра технологии машиностроения
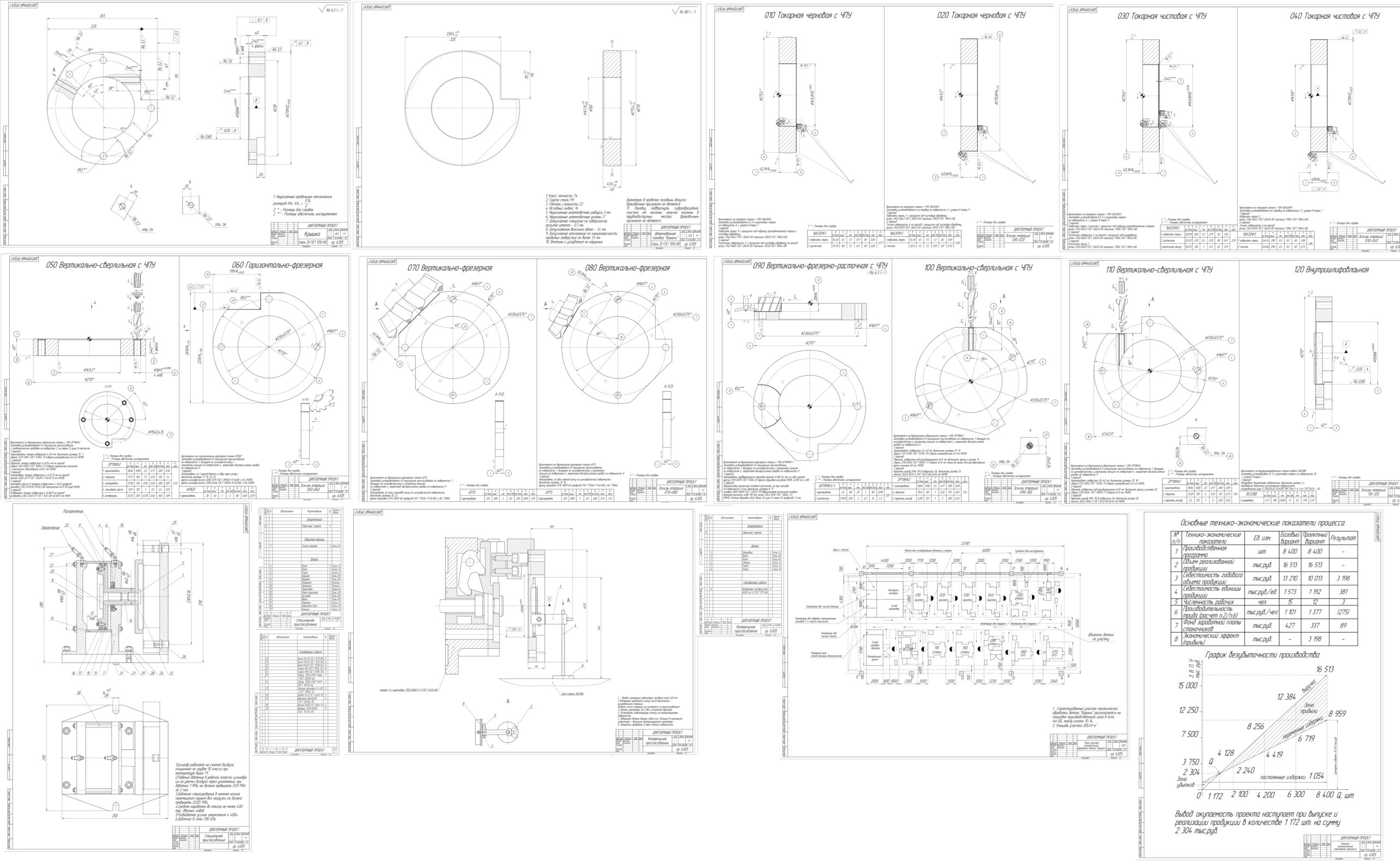
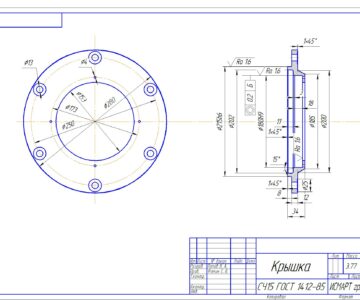
Дипломный проект по теме: Совершенствование технологического процесса изготовления детали "Крышка"
Санкт-Петербург 2012 г.
В дипломном проекте проведён сравнительный анализ способов механической обработки. Представлены материалы о назначении, условиях работы и технологии механической обработки деталей класса втулок. На основании анализа недостатков существующего технологического процесса в дипломном проекте была предложена замена универсальных станков на полуавтоматические станки с программным управлением. В дипломном проекте произведён расчёт режимов резания, разработаны приспособление специальное для фрезерования и приспособление контрольное для контроля радиального биения. В проекте представлены также разделы безопасной жизнедеятельности и технико-экономических показателей.
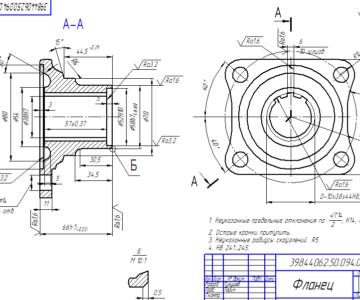
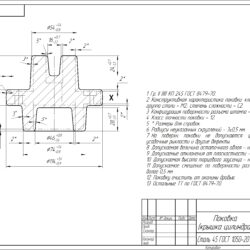
Деталь «Крышка» представляет собой тело вращения, относится к дискам с центральным отверстием. Деталь служит для крепления на крышке сосуда патрубка и смотрового люка.
Содержание расчетно-пояснительной записки к дипломному проекту
Реферат 1
Введение 4
1. Технологический раздел 5
1.1. Назначение и конструкция детали 6
1.2. Анализ технологичности конструкции детали 10
1.3. Определение типа производства 11
1.4. Выбор способа получения заготовки 13
1.4.1. Базовый вариант получения заготовки 13
1.4.2. Разрабатываемый вариант получения заготовки 14
1.4.3. Экономическое обоснование выбора способа получения заготовки: 16
1.5. Разработка технологического процесса 17
1.5.1. Базовый маршрут обработки 18
1.5.2. Проектируемый вариант маршрута обработки 19
1.6. Аналитический расчет припусков под механическую обработку 21
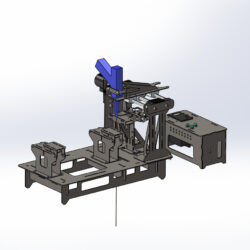
1.7. Выбор оборудования, оснастки, режущего и мерительного инструмента 24
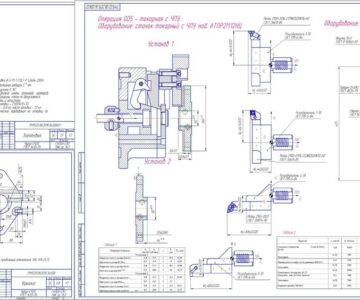
1.8. Расчет режимов резания 30
1.9. Нормирование технологического процесса 45
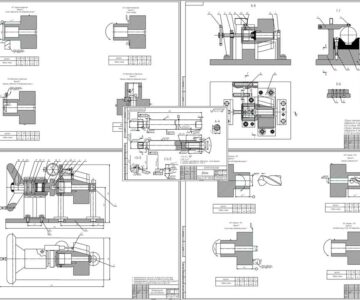
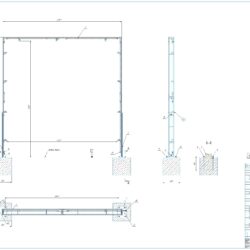
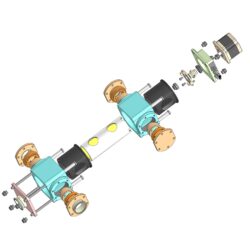
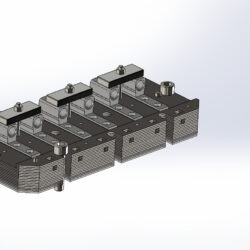
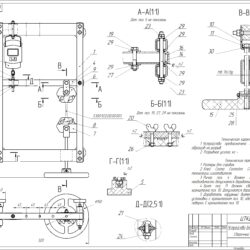
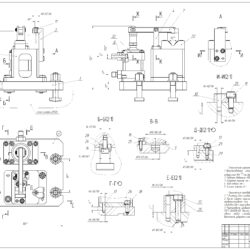
1.10. Проектирование специального приспособления 46
1.10.1. Исходные данные для проектирования 46
1.10.2. Схема базирования и установочные элементы 47
1.10.3. Усилие закрепления детали и зажимные механизмы приспособления 47
1.10.4. Расчет диаметра пневмоцилиндра 48
1.10.5. Расчет точности изготовления приспособления 49
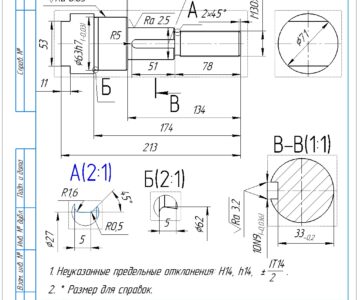
1.10.6. Расчет резьбы на штоке на смятие в месте закрепления штока 51
1.10.7. Принцип действия и описание приспособления 51
1.11. Проектирование контрольно-измерительного приспособления 52
2. Безопасность жизнедеятельности 53
2.1. Охрана труда 54
2.1.1. Санитарно - гигиенические требования 54
2.1.2. Требования технической безопасности 58
2.1.3. Требования электробезопасности 60
2.1.4. Требования взрывопожаробезопасности 61
2.1.5. Эргономические требования 63
2.1.6. Определение категории пожарной опасности производства и класса пожароопасности помещений 66
2.2. Охрана окружающей среды 68
2.3. Безопасность жизнедеятельности в чрезвычайных ситуациях 73
3. Экономика и организация производства 77
3.1. Определение фактического типа производства и расчет партии деталей для запуска в производство 78
3.2. Определение требуемого количества станков для изготовления годовой программы выпуска деталей 80
3.3. Определение требуемого количества основных производственных рабочих 82
3.4. Расчет количества вспомогательных рабочих и инженерно-технических работников 83
3.5. Определение необходимой производственной площади участка 84
3.6. Расчет стоимости основных производственных фондов (для определения размера амортизации) 84
3.7. Расчет себестоимости изготовления одной детали по вариантам 86
3.8. Сводная ведомость себестоимости одной детали по вариантам 89
3.9. График безубыточности производства 90
3.10. Основные технико-экономические показатели процесса 91
4. Литература 92
ПРИЛОЖЕНИЕ:
1. спроектированный технологический процесс – 37 стр.;
2. спецификация к сборочному чертежу Специального приспособления – 2 стр.;
3. спецификация к сборочному чертежу Контрольного приспособления – 1 стр.
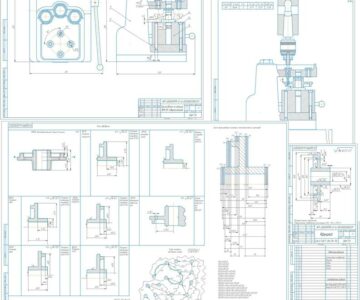
Графическая часть содержит 12 листов А1: чертежи детали, заготовки, операционные эскизы, специального приспособления для фрезерования, контрольного приспособления для контроля радиального биения, план участка механической обработки, плакат технико-экономических показателей.
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности