СПИ(ф)ФГБОУ ВПО "ИжГТУ
имени М.Т.Калашникова"
кафедра ТММСиИ
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1.ОБЩАЯ ЧАСТЬ
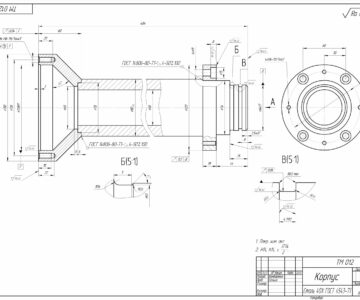
1.1 Описание служебного назначения и конструкции детали
1.2 Технологический контроль чертежа, анализ применяемого материала, технологичности конструкции
1.3 Определение программы запуска и типа производства
2 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Выбор метода получения заготовок
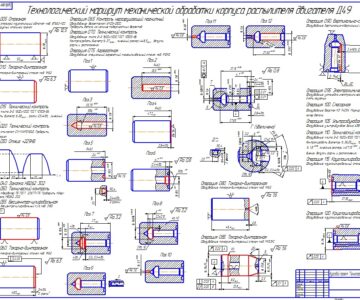
2.2 Технологический маршрут обработки
2.3 Расчет припусков и межоперационных размеров
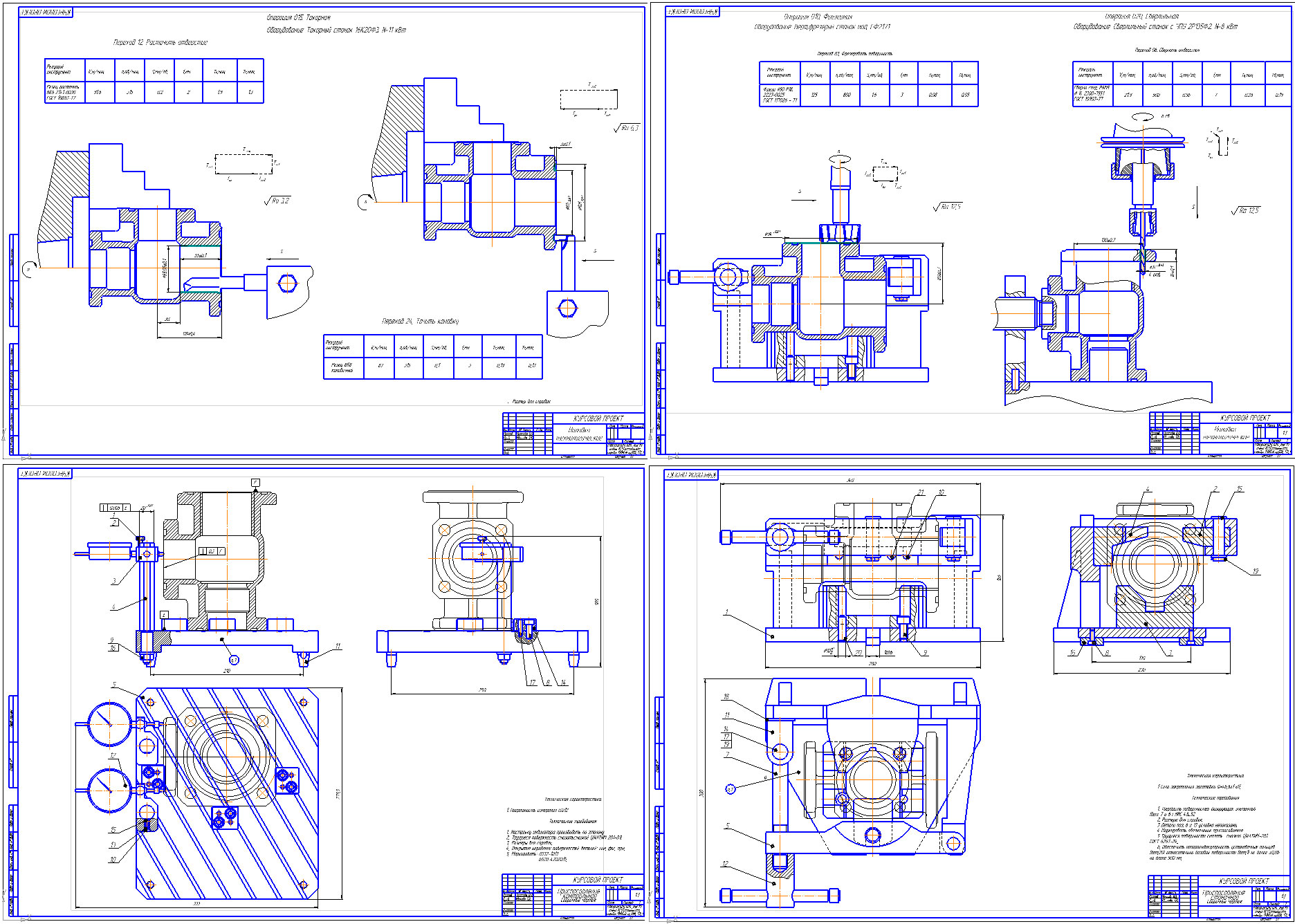
2.4 Расчет режимов резания
2.5 Нормирование операций технологического процесса
3 ПРОЕКТНАЯ ЧАСТЬ
3.1 Проектирование станочного приспособления
3.2 Проектирование контрольного приспособления
3.3 Проектирование режущего инструмента
4 РАСЧЕТНАЯ ЧАСТЬ
4.1 Расчет усилия зажима в проектируемом приспособлении
4.2 Расчет контрольного приспособления
4.3 Расчет режущего инструмента
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
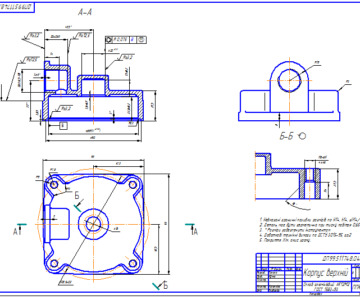
Деталь «Корпус» является сборочной единицей клапана предохранительного сливно-наливного устройства в насосной установке. Предохранительный клапан установлен между всасывающим и нагнетательным трубопроводами и предназначен для ограничения давления жидкости в нагнетательном трубопроводе.
Данная деталь представляет собой пересечение криволинейных, цилиндрических и плоских поверхностей. Профиль и размеры детали: 175×125×135 мм. Основными конструктивными элементами являются канавки и отверстия на торце Ø14 мм с верхним предельным отклонением 400мкм. Наружные торцовые поверхности подвергаются обработке с точностью JT14 и шероховатостью Ra12,5. Криволинейные наружные поверхности не обрабатываются и имеют шероховатость Rа30. Резьба на внутренней поверхности детали подвергается наиболее точной обработке – по 7 квалитету. Шероховатость резьбовой поверхности составляет Ra3,2.
Для наибольшей технологичности детали предусмотрены радиусы скругления.
Для повышения жесткости конструкции и увеличения теплоотвода в детали предусмотрены ребра жесткости.
Наименование
Данные
1 Наименование детали
2 Годовая программа выпуска (шт.)
3 Режим работы оборудования (смен)
4 Продолжительность смены (час)
5 Материал детали
6 Масса детали (кг)
7 Масса заготовки (кг)
Корпус
100 000
2
8
ВЧ 40 ГОСТ 7293-85
1,14
2,42
Деталь изготовляется из высокопрочного чугуна марки ВЧ 40 ГОСТ 7293-85.
ЗАКЛЮЧЕНИЕ
В выполненном курсовом проекте решены поставленные ранее задачи.
Разработан новый технологический процесс механической обработки детали «Корпус»;
Проведен анализ конструкции изделия «Корпус»
Выбрано и обосновано оборудование, и тип технологической оснастки для технологического процесса.
Спроектировано оригинальное приспособление зажима заготовки для фрезерных операций.
Почему то пишет что нужен пароль, первый такое
Никогда такого не встречал. Вы скорее всего скачали кучу файлов, и часть не у нас. Перекачайте файл в своем профиле повторно и откройте.
какой пароль от архива?
у нас нет паролей на архивах
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности