«Южно-Уральский государственный университет»
Факультет «Материаловедения и металлургических технологий»
Кафедра «Процессы и машины обработки материалов давлением»
КУРСОВАЯ РАБОТА
По дисциплине «Технология ковки и горячей объемной штамповки»
Челябинск 2017
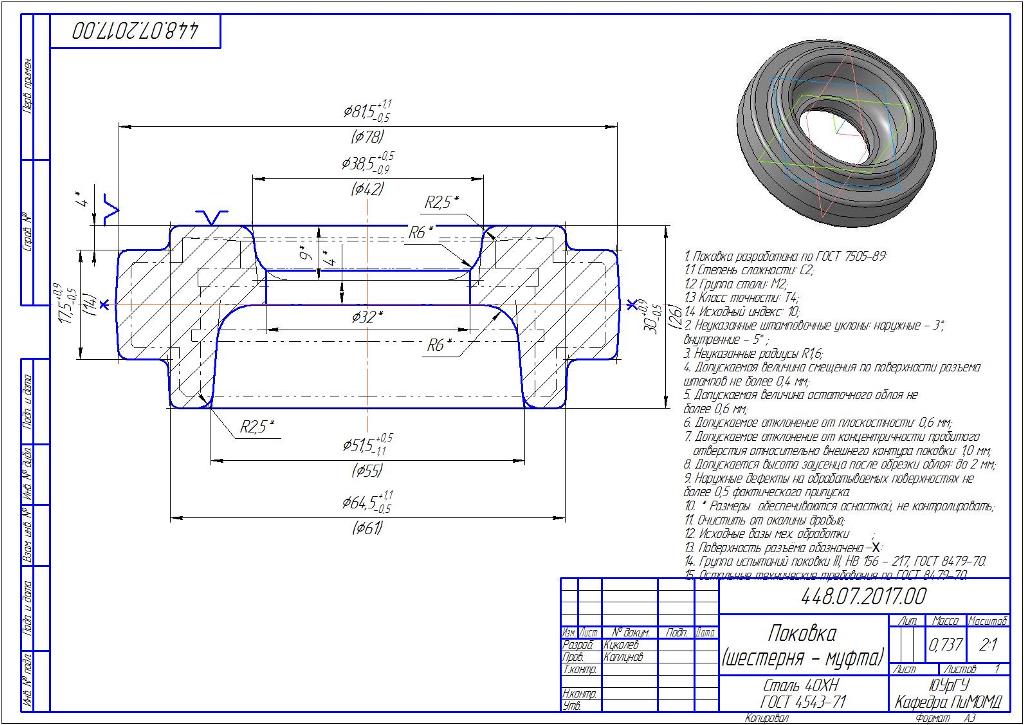
Деталь "шестерня-муфта" является представителем класса кольцеобразных деталей. Габаритные размеры: диаметр 78 мм, диаметр первого отверстия 55 мм, диаметр второго отверстия 42 мм. Соотношение высоты детали к максимальному диаметру 0,333. Масса детали: 0,37 кг. Материал конструкционная углеродистая сталь — Сталь 40ХН (ГОСТ 4543-71).
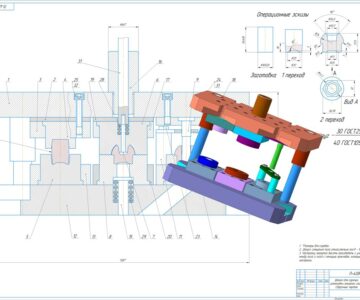
Разработка чертежа поковки и технологии на ПВШМ
Введение……………………………………………………………………...……6
1 Обоснование рационального способа горячей объемной штамповки……....7
1.1 Конструктивно-технологический анализ детали “шестерня-муфта”...….7
1.2 Характеристика материала детали……………………………………...….7
1.3 Выбор рационального способа штамповки поковки детали «шестерня-муфта»……………………………………………………………………………....11
1.3.1 Обоснование выбора штамповочного оборудования……...…...…..11
1.4 Предлагаемая технология штамповки…………….………………...……12
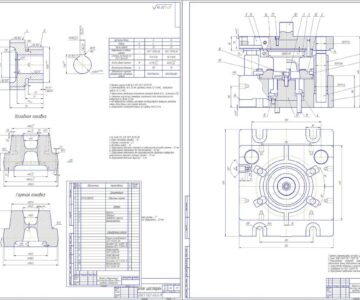
2 Конструирование поковки детали «шестерня-муфта»……….......…………13
2.1 Выбор поверхности разъема штампа…………………………………....13
2.2 Исходные данные для конструирования поковки………………….…..14
2.3 Конструирование поковки……………………………………………….14
2.4 Назначение припусков……………………………………………...……16
2.5 Размеры поковки и их допускаемые отклонения………………………17
2.6 Назначение напусков…………………………………………………….18
2.7 Определение массы поковки и перемычки………………………….….20
2.8 Оформление чертежа поковки………………………..…………………22
3 Разработка технологического процесса штамповки…………………….…..25
3.1 Определение размеров исходной заготовки……………………..….….25
3.2 Определение усилия отрезки заготовки………………….……….…….27
3.3 Определение коэффициента раскроя и нормы расхода металла …...…28
3.4 Выбор операций и переходов штамповки…………………………...….30
3.5 Температурный режим штамповки……………………………….…….30
3.6 Определение размеров осаженной заготовки………………………..…31
3.7 Определение усилий штамповки……………………………………..…33
3.8 Смазка полости штампа……………………………………………….....34
3.9 Определение усилия обрезки облоя и пробивки перемычки……….…35
3.10 Термическая обработка поковки……………………………………….39
3.11 Очистка поковок от окалины……………………………………….….39
3.12 Контроль штампованных поковок……………………………………..40
3.13 Технологическая карта процесса………………………………...…….41
Заключение………………………………………………………………..……..42
Библиографический список ……………………………………………….……43
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности