НГТУ ИПТМ, кафедра ТИОМ, 2025г.
Исходные данные: чертеж детали, годовой выпуск детали – 15000 шт.год.
Цель выполнения данной работы заключается в усовершенствовании технологического процесса изготовления детали, с учетом современных требований, тенденций и направлений развития современного машиностроения.
Содержание
Введение
1 Технологическая часть
1.1 Исходные данные
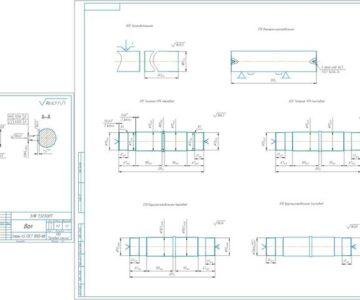
1.2 Анализ чертежа детали
1.2.1 Служебное назначение детали
1.2.2. Анализ и нормоконтроль чертежа детали
1.2.3 Анализ технологичности детали
1.3. Анализ действующего технологического процесс
1.3.1 Определение объема выпуска, типа производства
1.3.2 Анализ применяемой в технологическом процессе заготовки
1.3.3 Анализ действующего технологического процесса
1.4 Разработка перспективного технологического процесса
1.4.1 Формирование укрупненного маршрута обработки, определение видов и методов обработки элементарных поверхностей детали
1.4.2 Формирование технологических операций, варианты базиро-вания детали, выбор основного оборудования
1.4.3 Характеристики основного производственного оборудования и выбор режущего инструмента и оснастки
1.4.4 Расчет режимов резания
1.5 Расчет норм времени
1.6 Определение количества основного производственного оборудования
1.7 Разработка управляющей программы для станка с чпу
1.8 Выводы по разделу
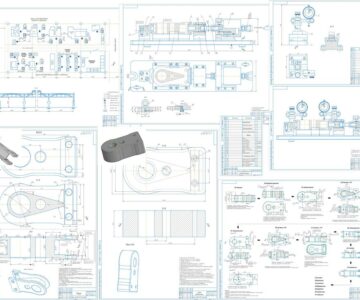
2 Конструкторская часть
2.1 Расчет усилия зажима
2.2 Расчет на прочность
2.3 Расчет погрешности базирования
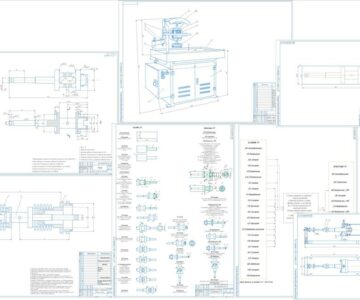
2.4 Описание приспособления
2.5 Задняя бабка с пневмоприводом
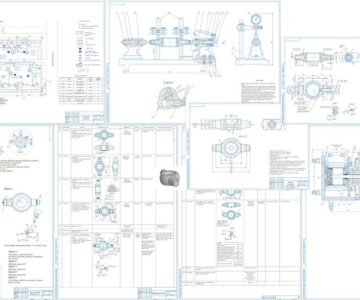
3. Автоматизация технологического процесса
3.1 Автоматизация межоперационного транспорта в цеху
4 Безопасность и экологичность
4.1. Опасные и вредные производственные факторы
4.2. Мероприятия по охране труда на проектируемом участке
4.3. Безопасность эксплуатации грузоподъемного оборудования
4.5. Вентиляция
4.6. Электробезопасность
4.7. Освещение производственных помещений
4.8. Мероприятия по снижению шума
4.9. Пожарная безопасность
4.10. Охрана окружающей среды
5. Эффективность принятых решений
5. Эффективность принятых решений
5.1. Определение инвестиций для реализации проекта
5.2 Расчет полной себестоимости и цены детали после совершенствования метода ее производств
5.3 Определение экономической эффективности внедрения проекта на предприятии
6 Научно-исследовательская часть
Заключение
Список использованных источников
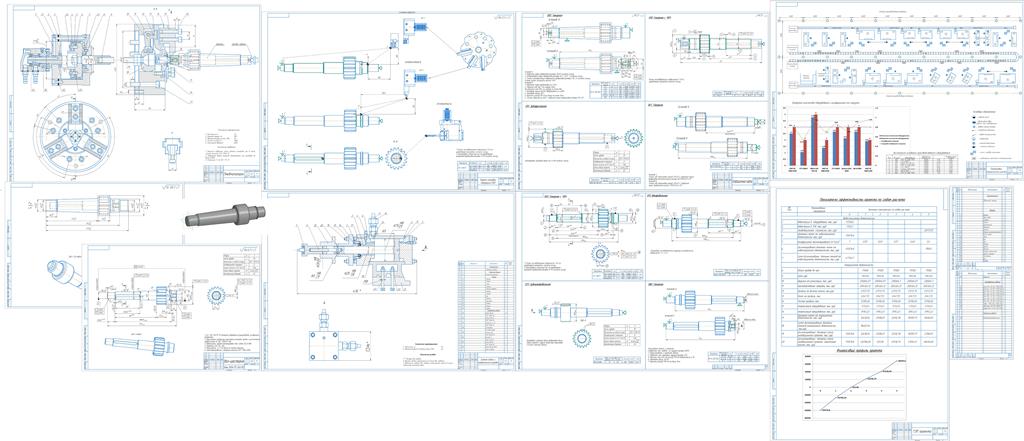
В данной выпускной квалификационной работе было проведено проектирование прогрессивного технологического процесса для обработки детали «Вал-шестерня» с учетом современного оборудования и режущего инструмента.
Для решения поставленной задачи действующий технологический процесс был проанализирован на предмет выявления недостатков (наличие морально устаревшего низкопроизводительного оборудования, инструмента и оснастки, неэффективных методов и планов обработки и т.д.).
Затем на основе проведенного анализа был разработан новый перспективный вариант технологического процесса.
При разработке проектного варианта технологического процесса был проведен анализ элементарных поверхностей заданной детали, определены необходимые методы и этапы их обработки. Были рассмотрены варианты маршрута изготовления, детали, выбрано требуемое технологическое оборудование и оснастка, созданы технологические операции и технологические эскизы.
Основные технические решения, сделанные в технологической части данной работы:
- замена универсального оборудования, которое не соответствует мас-совому типу производства;
- выбор наиболее оптимального плана механической обработки с при-менением высокоэффективного оборудования с ЧПУ и современного режу-щего инструмента которое позволяет осуществлять обработку с применением высокоскоростных режимов, а так же минимизировать затраты времени на основное и вспомогательное время;
- автоматизация и механизация технологического процесса на примере совершенствования технологической оснастки и транспортно-технологических связей в процессе изготовления детали.
Технико-экономический анализ показал, что срок окупаемости проекта составил 1,99 года, что меньше нормативного срока в 5 лет. Следовательно, разработанные в данном проекте мероприятия целесообразны к использованию в производстве.
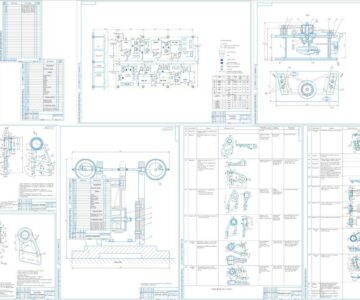
Внимание! В графической части лан цеха и лист с ТЭП содержат рисунки, в архиве имеются.
Файла техпроцесса нет!!









Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности