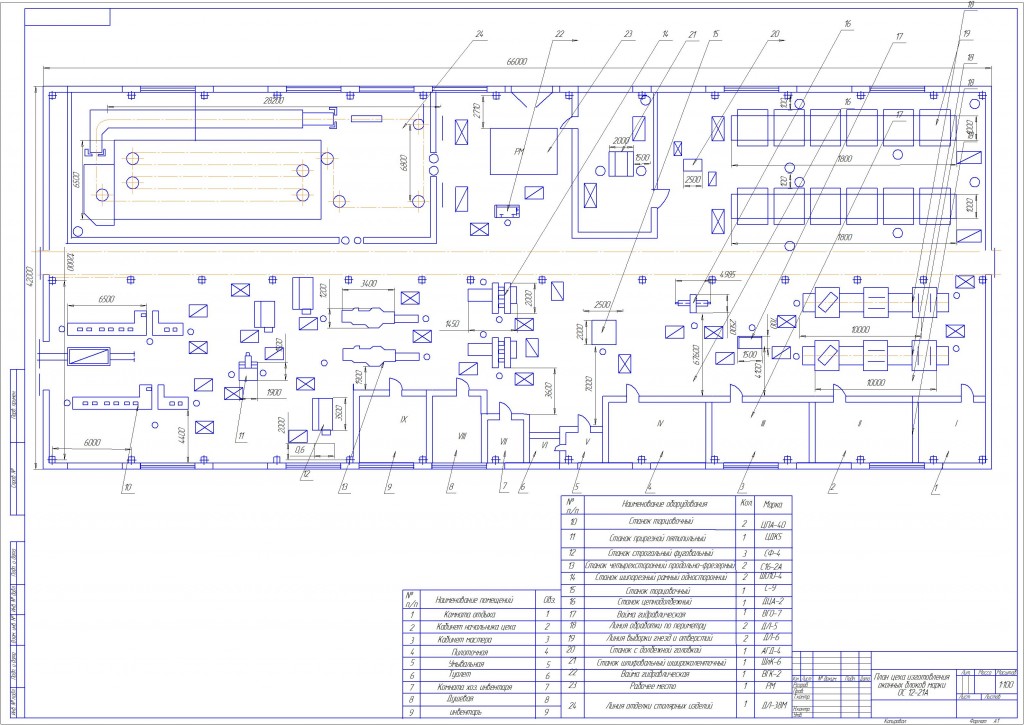
Технологический процесс изготовления створок:
1. Распиловка пиломатериала по длине (оборудование - ЦПА-40);
2. Распиловка пиломатериала по ширине (оборудование - ЦДК-4);
3. Фрезерование в угол (оборудование - СФ-4);
4. Обработка заготовки с четырех сторон (оборудование – С16 2А);
5. Нарезка шипов и проушин (оборудование – ШО10-4);
6. Сборка створок (оборудование - ВГД);
7. Обработка створок по периметру (оборудование – ДЛ-5);
8. Выборка гнезд под ручки, петли, стяжки (оборудование – ДЛ-6);
9. Шлифование створок (оборудование – ШлК-6).
Технологический процесс изготовления оконной коробки:
1. Распиловка пиломатериала по длине (оборудование - ЦПА-40);
2. Распиловка пиломатериала по ширине (оборудование - ЦДК-4);
3. Фрезерование в угол (оборудование - СФ-4);
4. Обработка заготовки с четырех сторон (оборудование – С16 2А);
5. Нарезка шипов и проушин (оборудование – ШО10-4);
6. Выборка гнезд под импост (оборудование – СвПГ-2);
7. Выборка гнезд под ручки, петли, стяжки (оборудование – ДЛ-6);
8. Сборка оконной коробки (оборудование – ВГД).
Технологический процесс изготовления импоста:
1. Распиловка пиломатериала по длине (оборудование - ЦПА-40);
2. Распиловка пиломатериала по ширине (оборудование - ЦДК-4);
3. Фрезерование в угол (оборудование - СФ-4);
4. Обработка заготовки с четырех сторон (оборудование – С16 2А);
5. Нарезка шипов и проушин (оборудование – ШО10-4);
6. Выборка гнезд под ручки, петли, стяжки (оборудование – ДЛ-6).
Технологический процесс изготовления штапиков:
1. Распиловка пиломатериала по длине (оборудование - ЦПА-40);
2. Распиловка пиломатериала по ширине (оборудование - ЦДК-4);
3. Обработка заготовки с четырех сторон (оборудование – С16 2А);
4. Торцовка заготовок на «ус» (оборудование – ЦМЭ-3).
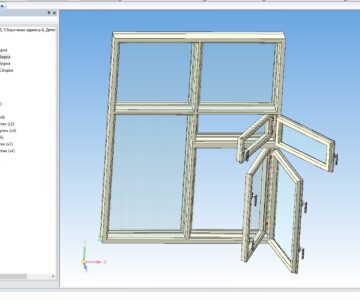
Конечным результатом технологического процесса изготовления оконного блока марки ОС 15-14 является полная сборка всех составных частей. После сборки оконный блок поступает в цех отделки, затем готовое изделие поступает в цех готовой продукции.




Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности