СТИ НИТУ МИСиС ММО
Модернизация Дуо клети 1000
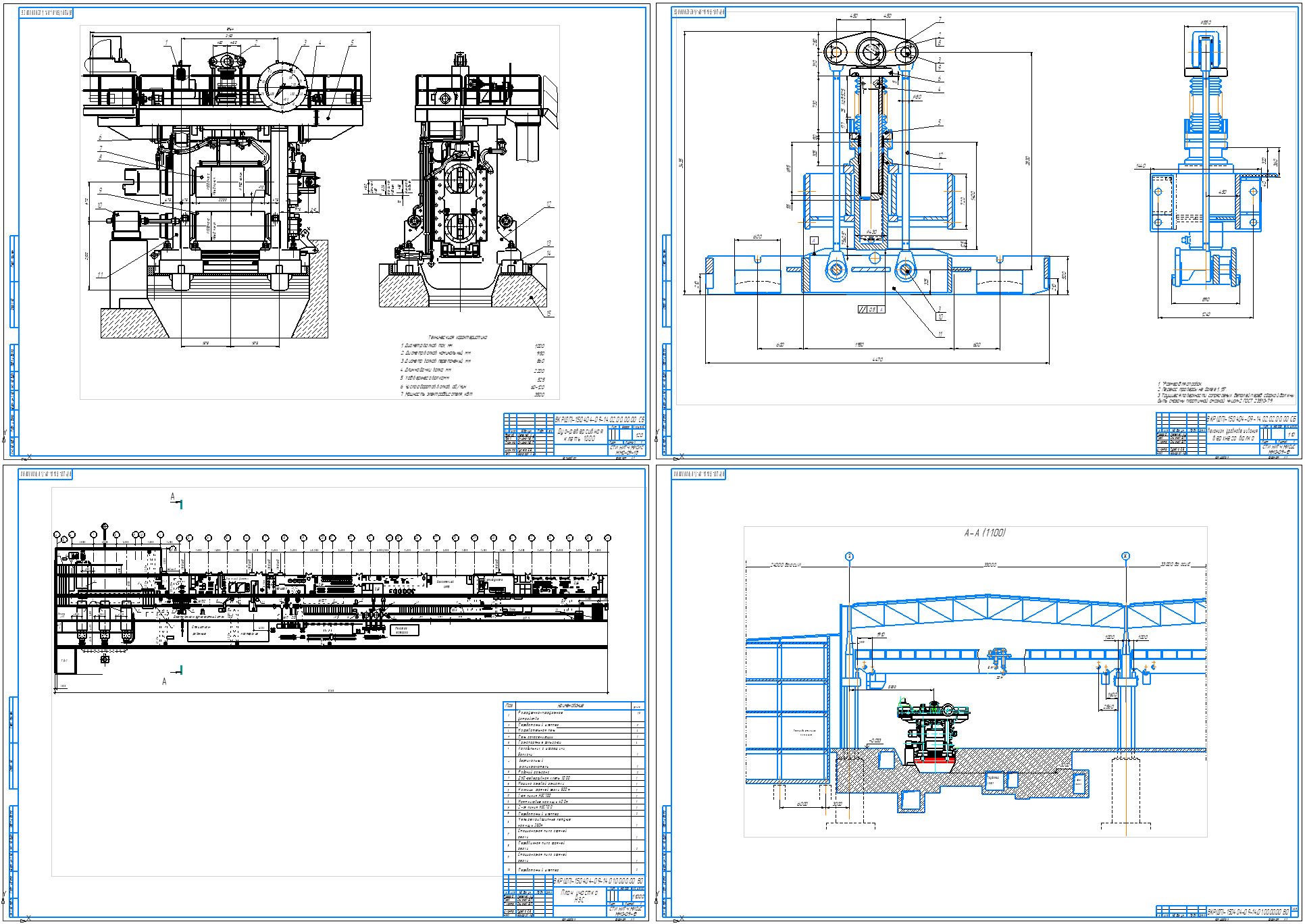
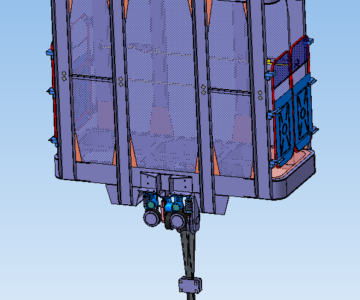
Дуо - реверсивная клеть 1000 служит для проката блюмов 300x360мм, в раскаты сечением 230230 мм (для заготовки диаметром 110-180 мм) выполняется за 5, а сечением 190190 мм (для заготовки диаметром 80-100 мм) - за 8 проходов. Максимальная скорость прокатки в последнем проходе достигает 6 м/с. Привод валков допускает возможность прокатки некоторых сталей с низким содержанием углерода в раскаты 190190 мм за 5 проходов из заготовки весом 5 т.
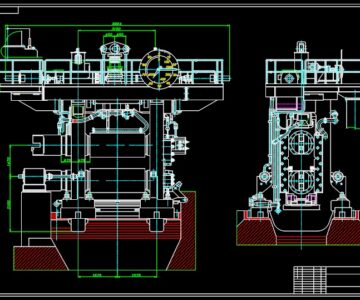
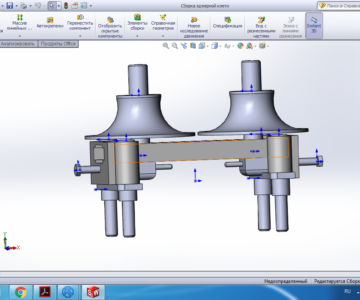
Все операции в реверсивной клети, включая кантовку металла, осуществляется автоматически, за исключением кантовки грейферным кантователем. Оператор (с поста управления) имеет возможность в любой момент включится в работу реверсивной клети. Прокатная клеть состоит из двух станин закрытой конструкции. Станины соединены верхними и нижними траверсами и прикреплены к плитовинам. Вверху на клети расположена пешеходная площадка. В окнах станины направляются подушки с подшипниками валков. Перед и за клетью установлены опорные плиты между нижним валком и роликами станины. Комплект валков находится на тележке, которая вдвигается и выдвигается при помощи устройства для перевалки валков. Положение нижнего валка по высоте определяется прокладками под подушками. Опоры между верхними и нижними подушками несут верхний валок при замене валков. Встроенный в верхней траверсе станины цилиндр уравновешивания тащит верхние подушки против нажимных винтов при помощи тяговых брусьев и траверсы и, таким образом, сохраняет раствор валков. Между подушками и нажимными винтами встроены стаканы, которые служат для приема упорных подшипников (бронзовых дисков). Нажимные винты приводятся двумя двигателями постоянного тока посредством двух червячных редукторов. Выверка нажимных винтов между собой осуществляется после разделения электромагнитной дисковой фрикционной муфты посредством передвижения нажимного винта.
Технические характеристики Дуо – реверсивной клети 1000
Материал валков – кованая сталь 60ХН
Максимальный диаметр валков – 1000мм
Диаметр валков номинальный, 950 мм
Минимальный диаметр валков – 860мм
Длина бочки – 2200мм
Максимально допустимое усилие прокатки – 10МН
Содержание
Введение 7
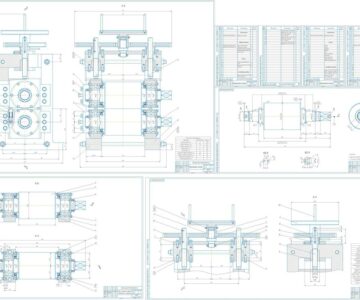
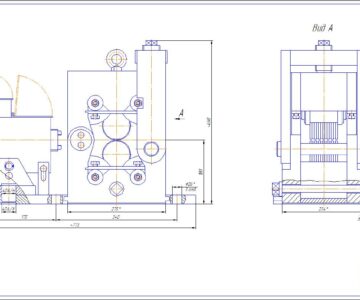
1 Технология прокатного производства и состав оборудования 9
1.1 Описание схем технологического процесса СПЦ-1 9
1.2 Расчет необходимого оборудования участка ДУО-1000 13
1.2.1 Технические характеристики основного оборудования составляющих технологическую схему 17
1.3 Дуо – реверсивная клеть 1000 22
2 Расчет основных элементов Дуо – реверсивной клети 1000 28
2.1 Расчет на прочность 28
2.2 Расчет мощности привода и выбор электродвигателя 33
2.3 Расчет нажимного устройства 34
2.4 Расчетное обоснование модернизации гидравлического цилиндра уравновешивающего устройства 36
2.5 Плазменное напыление втулки металлокерамикой 39
2.6 Технология изготовления втулки плунжера 40
2.7 Выбор и расчет систем смазки дуореверсивной клети 1000 43
3 Техническое обслуживание дуо-реверсивной клети 1000 50
3.1 Диагностирование дуо-реверсивной клети 1000 50
3.2 Система планово – предупредительных ремонтов 51
4 Автоматизация технологических процессов 54
4.1 Общее описание системы автоматизации СПЦ-1 54
4.2 Функциональная схема привода дуо – реверсивной клети 1000 63
4.3 Принцип работы электрооборудования главного привода дуо-реверсивной клети 1000 65
5 Безопасность жизнедеятельности и охрана окружающей среды 68
5.1 Правовые и нормативно-технические основы системы охраны труда и окружающей среды 68
5.2 Анализ опасных и вредных факторов 70
5.3 Расчет теплоотводящих экранов 80
5.4 Расчет предельно допустимых выбросов (ПДВ) 82
5.5 Охрана окружающей среды 83
6 Организация и экономика производства 86
6.1 Организация технологических процессов в СПЦ-1 86



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности