Каменск-Уральский Политехнический Колледж, Монтаж и техническая эксплуатация промышленного оборудования, 2015 год
В архиве две работы по теме Прошивной стан ТПА-140 с одним комплектом чертежей. Скорее всего сначала делался курсовик "Проведение монтажных и ремонтных работ стана прошивного рабочей линии ТПА-140", потом исходя из него писался диплом "Эксплуатация стана прошивного рабочей линии ТПА-140". В описании добавлю только данные по диплому.
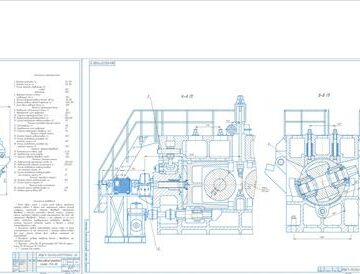
Трубопрокатный агрегат 140 (ТПА–140) предназначен для получения бесшовных горячекатаных труб диаметром от 73 до 168 мм с толщиной стенки от 5 до 20 мм из углеродистых и легированных марок стали. В процессе производства труб используется непрерывнолитая заготовка круглого сечения диаметром от 120 до 160 мм, разрезанная на длины то 1,5 до 4 метров.
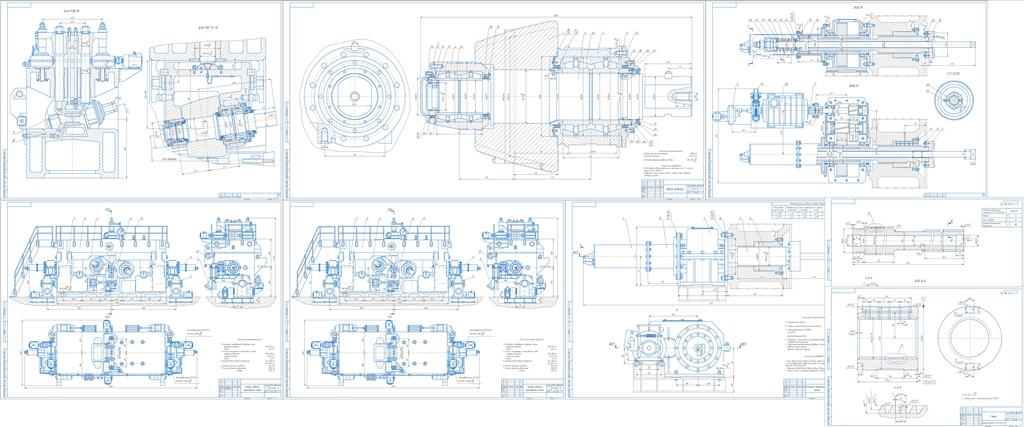
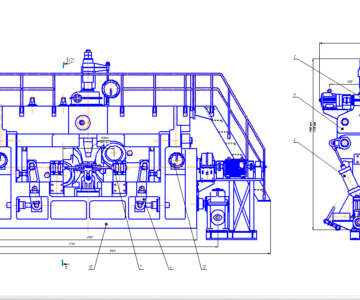
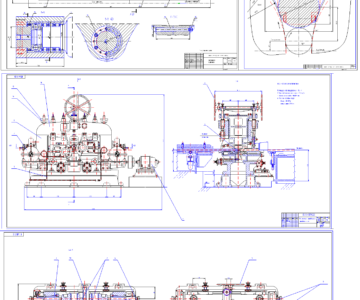
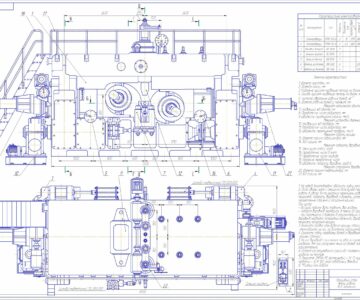
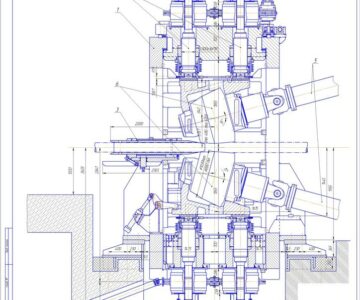
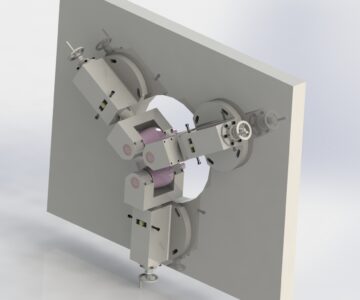
Прошивной стан ТПА-140 – стан поперечно-винтовой прокатки, предназначенный для производства гильзы из заготовки круглого сечения. Прошивка трубной заготовки сплошного сечения в толстостенную гильзу производится в очаге деформации, образованном двумя валками, верхней и нижней линейкой и короткой удерживаемой оправкой. Рабочая клеть служит для размещения в ней рабочих валков и механизмов для установки валков, заготовки и инструмента (оправки, линеек) в процессе прошивки. В расчетной части проекта выполнен расчет крутящего момента на нажимном винте механизма перемещения валка, расчет мощности электродвигателей привода рабочих валков и привода механизма перемещения валка, выполнен проектировочный и прочностной расчет зубчатой передачи второй ступени редуктора, выполнен расчет пружины сжатия механизма уравновешивания валка.
Содержание
ВВЕДЕНИЕ 5
1 Описательная часть проекта
1.1 Описание технологического процесса прокатки труб на ТПА-140 6
1.2 Описание конструкции прошивного стана 10
1.3 Литературный и патентный обзор 14
1.4 Смазывание узлов агрегата 21
1.5 Смазочные материалы, их характеристика 23
1.6 Техническое обслуживание и ремонт агрегата 24
1.7 Геодезическое обоснование монтажа. Разбивка осей оборудования
и высотных реперов 26
1.8 Монтаж базовой детали 29
2 Расчетная часть проекта
2.1 Расчет мощности электродвигателя привода рабочего валка 31
2.2 Расчет крутящего момента на нажимном винте
механизма перемещения рабочего валка 32
2.3 Расчет мощности электродвигателя нажимного механизма
рабочего валка 34
2.4 Расчет зубчатой передачи редуктора нажимного механизма
2.4.1 Расчет допускаемых напряжений 35
2.4.2 Проектировочный расчет передачи 38
2.4.3 Проверка контактной прочности зубьев 40
2.4.4 Проверка изгибной прочности зубьев 41
2.5 Расчет пружины сжатия уравновешивающего механизма валка 42
2.6 Выбор стропа канатного для производства работ
по монтажу крышки рабочей клети 44
3 Экономическая часть
3.1. Планирование численности ремонтного персонала 45
3.2. Методика расчета баланса рабочего времени 45
3.3. Планирование фонда заработной платы ремонтного персонала
3.4. Затраты на сырье, материалы, детали, необходимые для капитального ремонта
3.5. Премия и доплаты
4. Безопасность жизнедеятельности
4.1. Промышленная санитария на рабочем месте
4.2. Шум
4.3. Освещение
4.4. Вентиляция
4.5. Вибрация
4.6. Пожарная безопасность и электроопасность
4.7. Огнетушащие вещества
4.8. Основными современными огнетушащими веществами, применяемыми в практике пожаротушения являются
4.9. Техника безопасности при использовании электроустановок
4.10. Техника безопасности
4.11. Безопасность подъемно-транспортных средств
4.12. Безопасность сосудов под давлением
4.13. Утилизация отходов
4.14. Сточные воды
4.15. Расчет заземлителей
ЗАКЛЮЧЕНИЕ 44
СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ 45
СПЕЦИФИКАЦИИ ЧЕРТЕЖЕЙ
Трубопрокатный агрегат ТПА-140 , механизм перемещение волка, рабочий валок, рабочая клеть


Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности