Гомельский государственный технический университет им. П.О. СУХОГО
Кафедра «Металлургические процессы и материалообработка
Дипломный проект
Тема: Реконструктивные мероприятия по электросталеплавильному производству РУП «БМЗ» с целью коренного улучшения качества стали и сокращения затрат на его производство
г. Жлобин 2005 г.
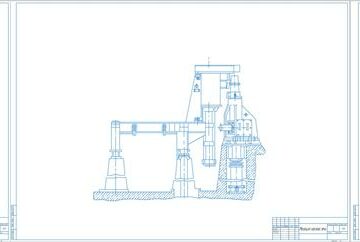
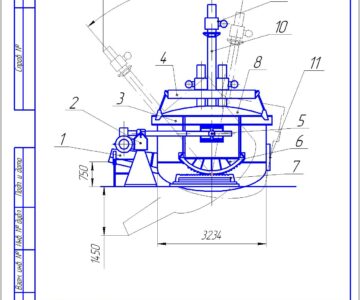
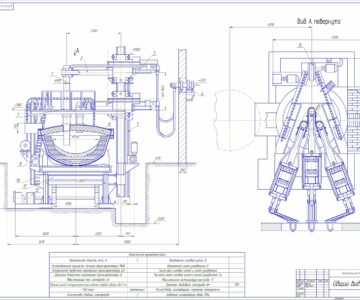
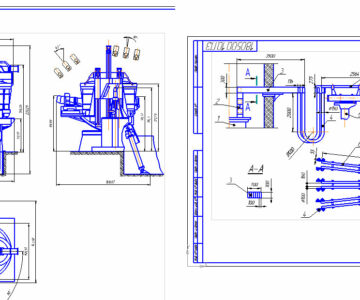
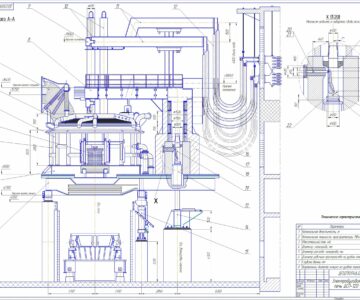
Объектом разработки является участок МНЛЗ-3 ЭСПЦ-2.
Целью данной работы является:
1) Исследовать возможность улучшения качества среднеуглеродистой легированной стали марки 40Х в условиях ЭСПЦ-2, с последующим получением из литой заготовки сечением 300х400 мм, круга Ø 80-120 мм высокого качества.
2) Разработать комплекс мероприятий, связанных с усовершенствованием оборудования, позволяющего получить высококачественную среднеуглеродистую легированную заготовку. Для достижения данной цели необходимо решить ряд следующих задач: разработать технические и технологические решения, позволяющие снизить процентное количество дефектов (поверхностные трещины, ликвационные полоски, осевая ликвация, запороченность шлаковыми включениями), характерных для всего марочника среднеуглеродистой легированной стали. Данные дефекты могут быть снижены путем внедрения новой более эффективной системы водовоздушного охлаждения в ЗВО МНЛЗ-3, применения системы мягкого динамического обжатия заготовки, использования технологии рафинирования стали в промежуточном ковше с помощью перегородок.
Рекомендации: Трудности с обеспечением требуемого качества литой заготовки из легированных сталей связаны со специфическими свойствами этой группы сталей – повышенной трещиночуствительностью, приводящей к образованию трещин как на поверхности, так и в теле заготовки в процессе затвердевания и охлаждения, а также при дальнейшей термической обработке. Для обеспечения требуемого качества заготовок необходимо соблюдать оптимальный температурно-скоростной режим разливки, применять режимы охлаждения, способствующие снижению напряженного состояния внутреннего и поверхностного слоя слитка, применять защиту от вторичного окисления, обеспечивать хорошую раскисленность и минимальное содержание вредных примесей в стали.
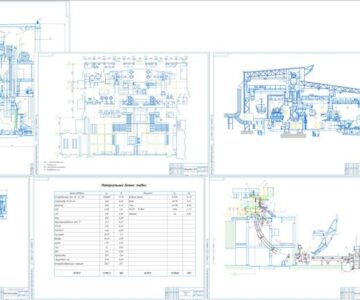
Состав основного оборудования ЭСПЦ-2: ДСП-100 проектной мощностью 650 тыс. т жидкой стали в год; четырехручьевая МНЛЗ № 3 с разливкой блюмов сечением 250х300 и 300х400 мм, длиною 2,5 и 5,5 м.; вакууматоры типа VD и RH; установка ковш-печь.


Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности