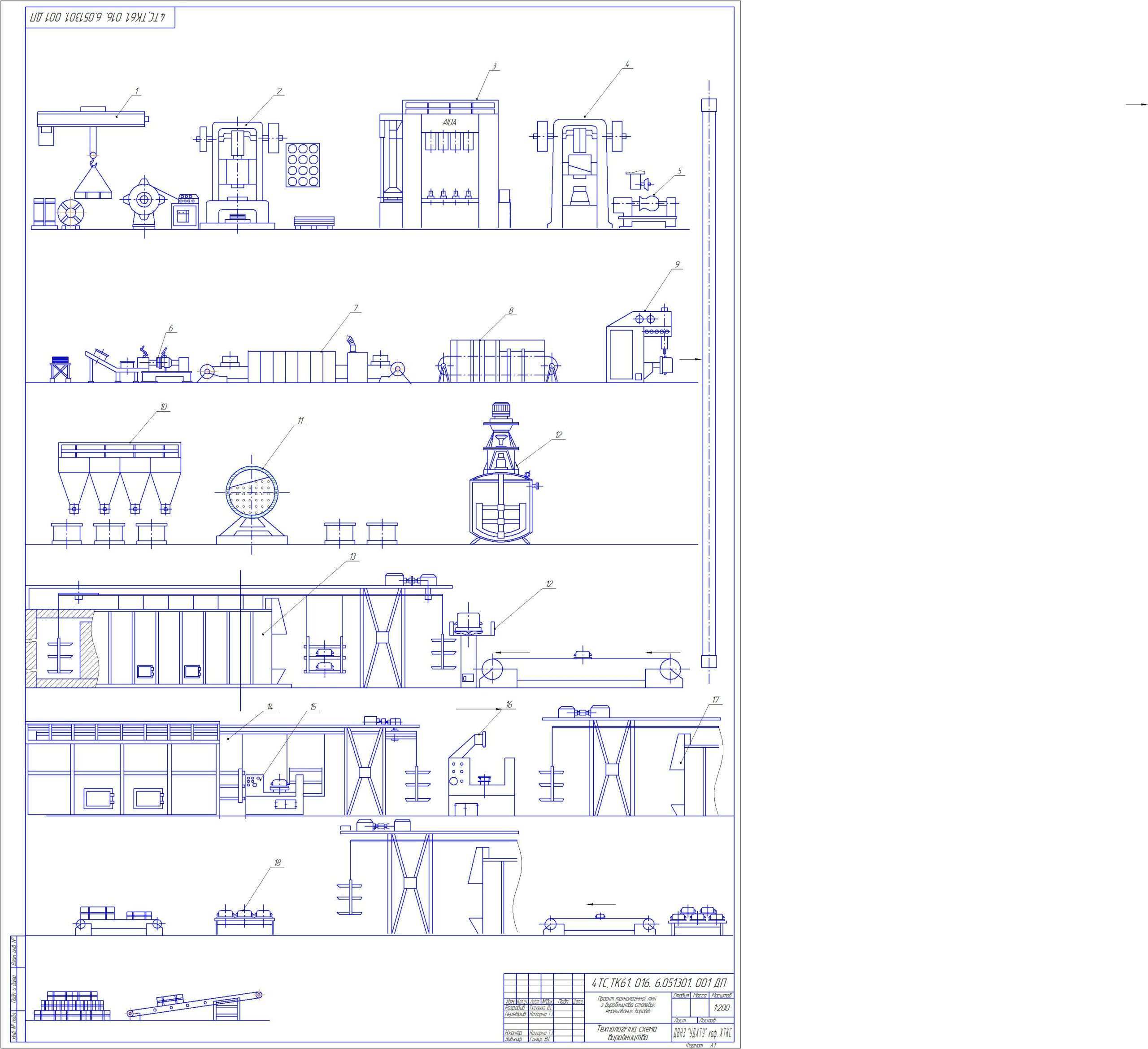
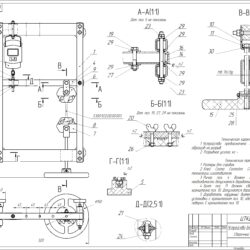
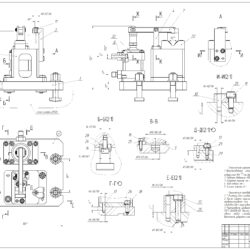
Технология производства заключается в следующем :
Для изготовления чернового посуды выбрали сталь марки 06ФБЮАР. На склад сталь поступает в рулонах или листах.
Заготовки вырубаются на вырубном прессе.(2) Далее эти заготовки вытягиваются на много композиционном прессе фирмы «АИДА»(3). Благодаря такому прессу можно формировать изделия за несколько стадий. Изделия смачиваются в специальной эмульсии, для снятия напряжений, образующихся. Далее изделия приобретают окончательную форму на равно композиционном вытяжном прессе.
Очистка поверхности изделий происходит в печи чернового обжига при температуре 650-780 ˚С в течение 10 мин.(7)
Следующим этапом обработки поверхности является агрегат «Силезия»(8), в котором автоматизированы процессы химического обезжиривания, промывки, травления, нейтрализации и сушки.
После подготовки поверхности изделия подаются на станки контактной сварки(9). На этих станках приваривается арматура, а именно ручки и крышки кастрюль и носик чайника.
Параллельно происходит подготовка шликера. Фритта, что находится в бункерах(10) и сырьевые материалы, входящие в состав эмалевого шликера дозируются в соответствии с рецептом шихты и поступают на помол в шаровую мельницу(11).
После помола шликера в шликеромешалке(13) обязательным является процесс его старения.(12) Шликер выдерживают в специальных емкостях в течение 24-48 час. Во время старения происходят следующие физико-химические процессы, как гидролиз, выщелачивание и набухание глины.
Далее на изделия наносят грунтовое покрытие, что обеспечивает лучшее сцепление покровной эмали с металлом и изолирует эмаль от восстановительного действия металла. Нанесение происходит на полуавтоматах.(16) Обжиг изделий, покрытых грунтовой эмалью производится в конвейерной печи типа СЕО при температуре 860 ˚С.(15)
Далее наносится внутренняя покровная эмаль(19), также на полуавтомате. После нанесения происходит процесс сушки в сушиле.(17) Затем наносится внешняя покровная эмаль на полуавтомате.(19) Обжиг покровной эмали происходит также в конвейерной печи типа СЕО при температуре 820-840 ˚С.(21)
Далее происходит процесс сортировки и комплектования изделий(22,23). Далее изделия упаковываются и отправляются к потребителю(24).
- Главная -
- Чертежи -
- Промышленность -
- Металлургия -
- Литейное производство и пресс-формы -
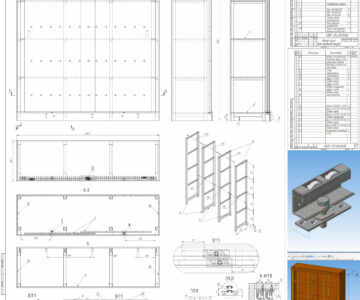
- Технологическая схема производства эмаллированой посуды
Технологическая схема производства эмаллированой посуды
0
139
1424
9
0
20
Сообщить о проблеме
Автор
Дата
27.10.2016
Язык
Русский
Состав
Чертеж,описание тех.схемы,спецификация
Софт
КОМПАС-3D 16
Как открыть?
Отзывов пока нет
Содержимое архива
-
 Spetsifikatsia_na_proverku.doc
Spetsifikatsia_na_proverku.doc
-
 tekhnologicheskaya_skhema.cdw
tekhnologicheskaya_skhema.cdw
-
Описание технологической схемы.docx
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать
файлы
Еще чертежи и проекты по этой теме:


Отзывов пока нет
Чтобы оставить отзыв, необходимо войти
Войти с помощью:
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности