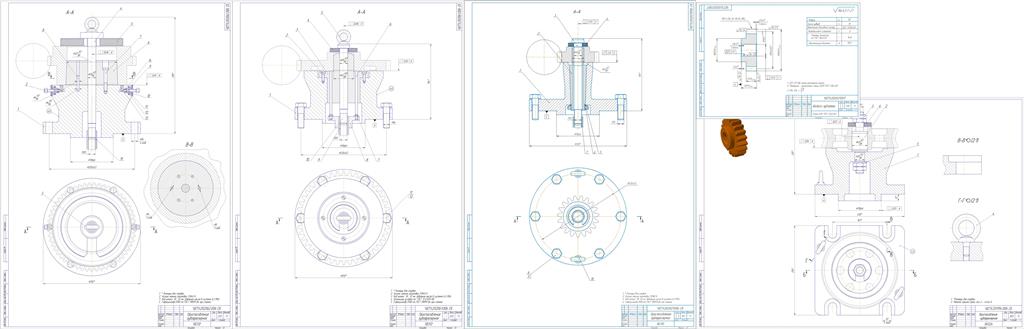
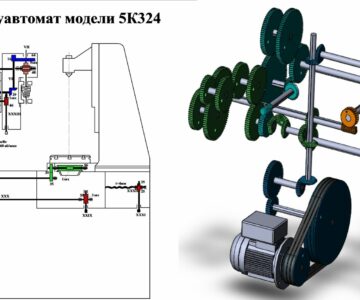
Приспособления станочные к зубофрезерным станкам 5К324, 5Б312, 5В312.
Данная серия представлена приспособлениями:
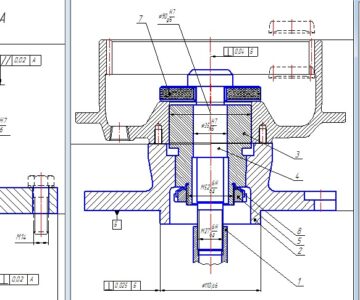
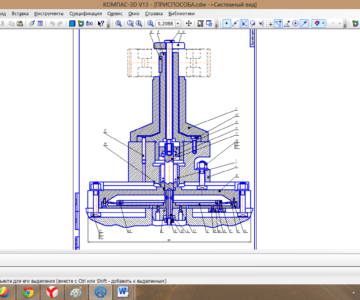
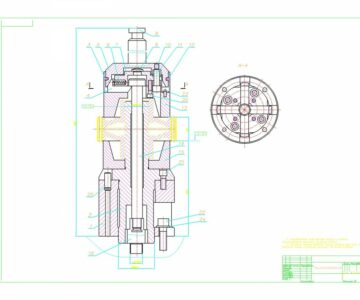
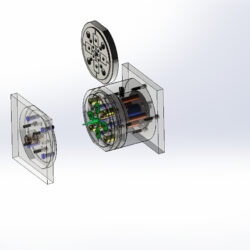
1. Приспособление зубофрезерное z19, m=5,0. Специальное устройство для обработки детали ,,Колесо зубчатое,, на зубофрезерном станке 5Б312. Усилие зажима заготовки осуществляется с помощью шайбы быстросъемной, с начальной силой от гидроцилиндра при станке. Пружина гидроцилиндра обеспечивает обратный ход штока, при откреплении заготовки. Базирование и закрепление устройства на столе станка осуществляется с помощью проточки Ø110, и шести болтов М16;
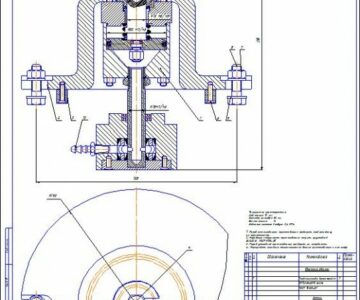
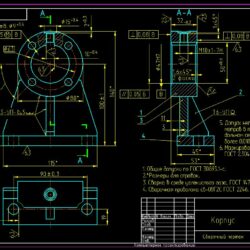
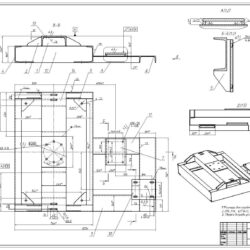
2. Приспособление зубофрезерное z29, m=6,0. Специальное устройство для обработки детали ,,Колесо червячное,, на зубофрезерном станке 5К324. Устройство должно обеспечить получение 29 зубов, m = 6,0, с параметром шероховатости Ra = 3,2 мкм (точность и шероховатость технологические). Для точного фиксирования устройства на столе станка используется выточка цилиндрическая на корпусе. Закрепление заготовки происходит за счет завинчивания гаек;
3. Приспособление зубофрезерное z46, m=5,0. Специальное устройство для обработки детали ,,Зубчатое колесо,, на зубофрезерном станке 5В312. Корпус центрируется с помощью проточки Ø110. Усилие зажима заготовки осуществляется с помощью шайбы быстросъемной, с начальной силой от гидроцилиндра при станке. Пружина гидроцилиндра обеспечивает обратный ход штока при откреплении заготовки. Толкатели при откреплении заготовки, при подъеме штока с втулкой вверх, выталкивают заготовку для свободного ее снятия с оправки. Базирование и закрепление устройства на столе станка осуществляется с помощью проточки Ø110, и шести болтов М16. Рым-болт обеспечивает транспортировку станочного устройства;
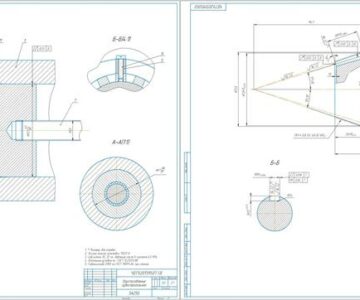
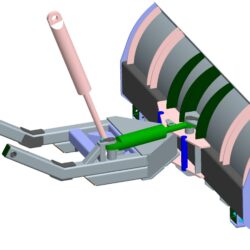
4. Приспособление зубофрезерное z55, m=4,0. Специальное устройство для обработки детали ,,Зубчатое колесо,, (на конусной оправке) на зубофрезерном станке 5Б312. Корпус центрируется с помощью проточки Ø110. Усилие зажима заготовки осуществляется с помощью шайбы быстросъемной, с начальной силой от гидроцилиндра при станке. Пружина гидроцилиндра обеспечивает обратный ход штока, при откреплении заготовки. Для облегчения съема заготовки, после обработки, с конусной оправки предусмотрены механические клиновые выталкиватели. При затягивании винта нажимного во втулке, система клиньев выталкивает заготовку из оправки. При вывинчивании винта, клин отходит назад с помощью пружины. Базирование и закрепление устройства на столе станка осуществляется с помощью проточки Ø110, и шести болтов М16. Рым-болт обеспечивает транспортировку станочного устройства.
Все устройства имеют простую конструкцию, обеспечивают свободный доступ инструмента к обрабатываемой поверхности, удобны в эксплуатации, имеют стандартизированные детали, имеют высокую надежность зажима заготовки, хорошее быстродействие (гидравлический зажим заготовки).
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности