Международный Университет Природы, Общества и Человека «Дубна»
Филиал «Протвино»
Изготовление деталей машин основано на использовании различных технологических способов воздействия на обрабатываемую заготовку в целях придания ей заданной формы, размеров с определенной точностью и поверхностей с определенной шероховатостью. Одним из способов воздействия на заготовку является процесс резания, т.е. снятие слоя материала с помощью режущих инструментов на металлорежущих станках.
В процессе резания с обрабатываемой заготовки удаляется некоторая масса металла, специально оставленная на обработку и называемая припуском. В ряде случаев припуск снимается с обрабатываемой поверхности за несколько проходов. После удаления с обрабатываемой заготовки всего припуска она превращается в готовую деталь.
Металл, удаляемый с обрабатываемой заготовки, подвергается металлической и упругой деформации, приобретает характерную форму, т.е. превращается в стружку. При образовании стружки возникает ряд специфических явлений, а именно: деформация динамической системы станка (станок – приспособление – инструмент - деталь), выделение тепла в зоне резания, износ режущего инструмента и д.р. Таким образом, все способы и виды обработки металлов, основаны на удалении припуска и превращении его в стружку, определяются понятия резания металлов.
Процесс резания возможен при наличии главных (основных) движений: резания и подачи. При токарной обработке такими движениями являются: движение резания – вращение заготовки, закрепленной в шпинделе станка; движение подачи – перемещение режущего инструмента в продольном или поперечном направлении. При сверлении, зенкеровании, развертывании и нарезании резьбы, движение подачи – это осевое перемещение инструмента.
Качество изготовления продукции определяется совокупностью свойств процесса ее изготовления, соответствием этого процесса и его результатов установленным требованиям. Основными производствен¬ными факторами являются качество оборудования и инструмента, физи¬ко-химические, механические и другие свойства исходных материалов и заготовок, совершенство разработанного технологического процесса и качество выполнения обработки и контроля.
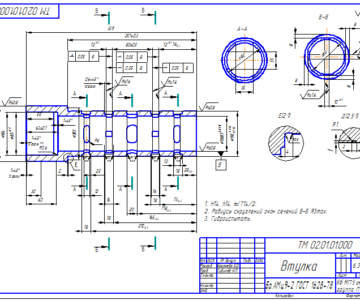
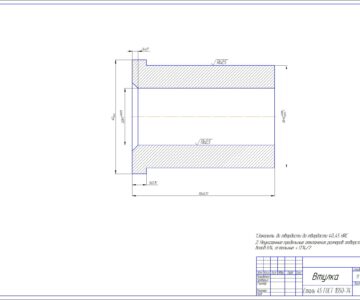
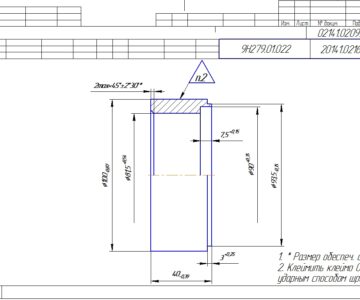
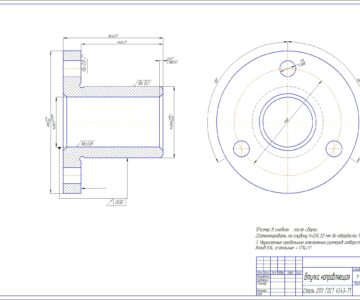
Деталь: втулка.
Приспособление: Универсальный трехкулачковый патрон с механизированным приводом.
Материал детали – Бронза БрОЦС -6-6-3.
Твёрдость по Бринеллю: НВ =110.
Поверхность: цилиндрическая.
Неуказанные предельные отклонения размеров ±IT14/2.
Шероховатость обработки: Rz = 20.
Производство – единичное.








Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности