Беларусско-Российский университет
Технология-машиностроения
Тема:
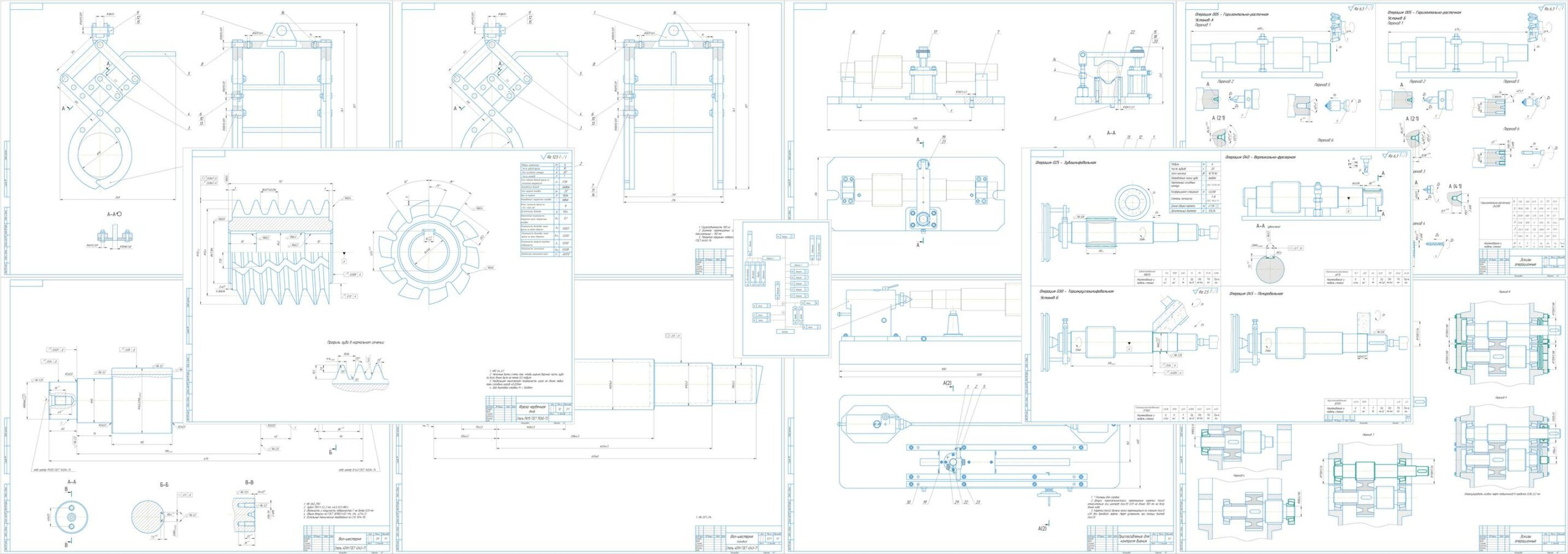
«Совершенствование технологического процесса
изготовления вала-шестерни СМК 217.01.04.014 с патентными исследованиями конструкций червячных фрез(ОАО «Могилевский завод «Строммашина»).
Год: 2012
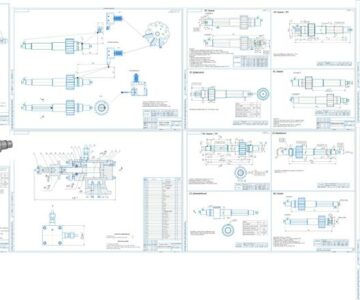
Деталь «вал-шестерня СМК 217.02.09.018» входит в состав редуктора, предназначенного для редуцирования частоты вращения и повышения кру-тящего момента, необходимого для работы шнекового горизонтального ваку-умного пресса СМК 217.
Исходные данные:
чертеж детали № СМК 217.02.09.018, технологический процесс механической обработки детали, годовой объ-ем выпуска изделий N=200 штук. Режим работы предприятия - двухсменный.
Содержание:
Введение
1 Исходные данные для разработки проекта
1.1 Исходные данные
1.2 Определение типа производства
2 Организационные формы сборки
2.1 Состояние вопроса
2.2 Выводы
3 Технологическое проектирование
3.1 Назначение и конструкция детали
3.2 Анализ технологичности конструкции детали
3.3 Выбор метода получения заготовки
3.4 Анализ базового технологического процесса
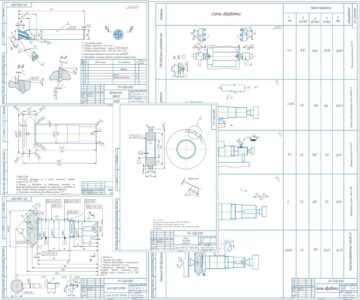
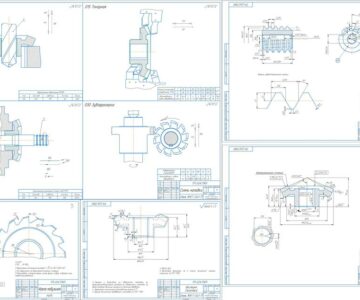
3.5 Принятый технологический процесс
3.6 Расчет припусков на обработку
3.7 Расчет режимов резания
3.7.1 Расчет режимов резания аналитическим методом
3.7.2 Расчет режимов резания по нормативам
3.8 Расчет точности операции
3.9 Техническое нормирование
3.10 Расчет требуемого количества станков
3.11 Расчет необходимого количества рабочих
3.12 Параметрическая оптимизация продольного точения наружных
цилиндрических поверхностей на станке с ЧПУ модели 16К20Ф3
3.12.1 Постановка задачи
3.12.2 Математическая модель процесса продольного точения
3.12.3 Информационное обеспечение процедуры оптимизации
3.12.4 Выбор метода решения и схема алгоритма
3.12.5 Анализ результата
3.13 Операция подузловой сборки
4 Конструирование и расчет приспособлений и инструментов
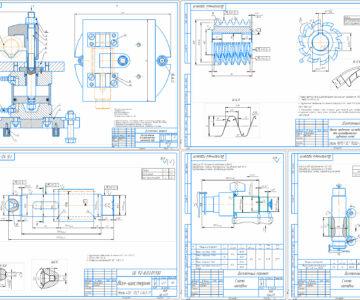
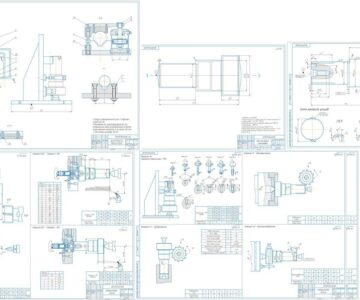
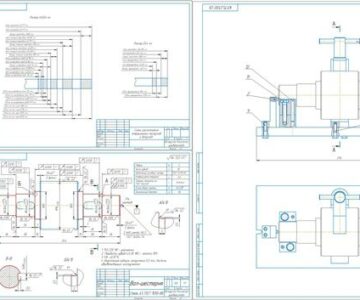
4.1 Приспособление для фрезерования шпоночного паза
4.1.1 Назначение и устройство приспособления
4.1.2 Расчет привода приспособления
4.1.3 Расчет приспособления на прочность
4.1.4 Расчет станочного приспособления на точность
4.2 Приспособление для контроля биения
4.2.1 Назначение и устройство приспособления
4.2.2 Порядок выполнения измерений и обработки результатов
4.3 Фреза червячная
4.3.1 Введение
4.3.2 Исходные данные
4.3.3 Расчет основных параметров нарезаемого колеса
4.3.4 Проектный расчет
4.3.5 Определение размеров профиля фрезы в нормальном сечении
4.3.6 Технические требования на изготовление и контроль
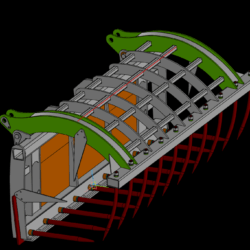
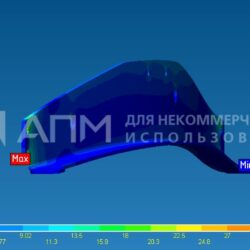
4.4 Приспособление грузозахватное
4.4.1 Назначение и устройство
4.4.2 Силовой расчет грузозахвата
4.4.3 Расчет на прочность
5 Охрана труда
5.1 Идентификация и анализ вредных и опасных факторов при
изготовлении вала-шестерни
5.2 Технические, технологические и организационные решения
по устранению опасных и вредных факторов, разработка защитных средств
5.3 Инструкция по охране труда на участке по производству вала-шестерни
6 Организационно-экономическая часть
6.1 Комбинирование производства в машиностроении
6.2 Экономические расчеты
6.2.1 Выбор базового варианта
6.2.2 Расчет экономического эффекта
6.2.3 Расчет капитальных вложений
6.2.4 Расчет технологической себестоимости
6.2.5 Выводы
6.3 Обоснование стоимости приспособления
7 Энерго- и ресурсосбережение
Заключение
Литература
Приложение А. Комплект документов на технологический процесс изготовления вала-шестерни
Приложение Б. Операционная карта сборочной операции
Приложение В. Параметрическая оптимизация продольного чистового точения вала на станке 16К20Ф3
Приложение Г. Приспособление для фрезерования шпоночного паза Спецификация
Приложение Д. Приспособление для контроля биения СБ. Спецификация
Приложение Е. Приспособление грузозахватное Спецификация
Приложение Ж. Схема сборки картера



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности