ДГМА, Краматорск, Украина, 2017
Кафедра ТМ
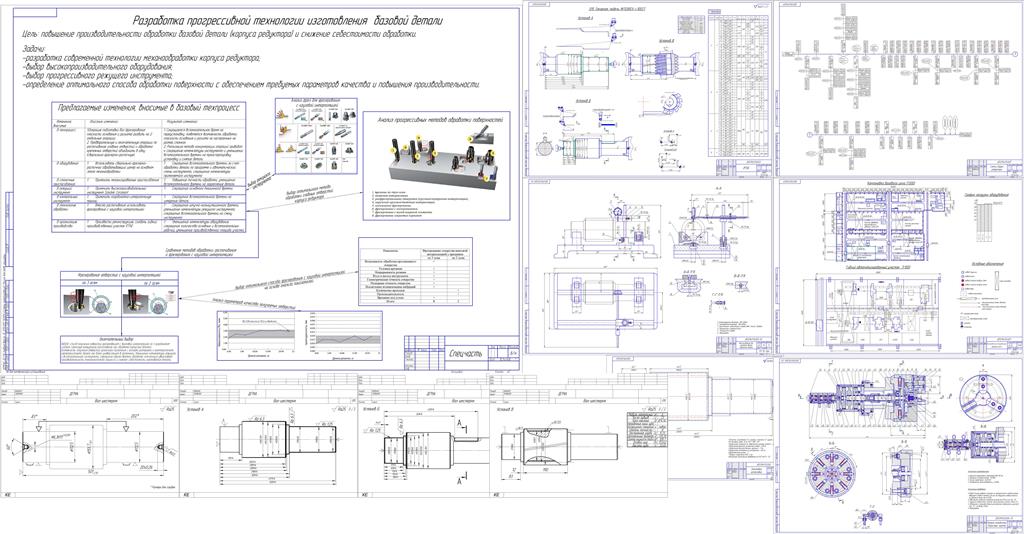
Дипломный проект на тему «Проект специализированной участка по выпуску редукторов механизма натяжения конвейера КАП-2000 в условиях мелкосерийного производства»
Расчетно-пояснительная записка содержит: 165 страниц,34 рисунка,
34 таблицы, 6 приложений, 88 источников.
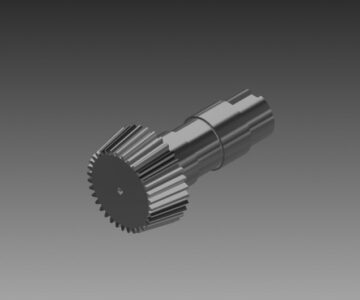
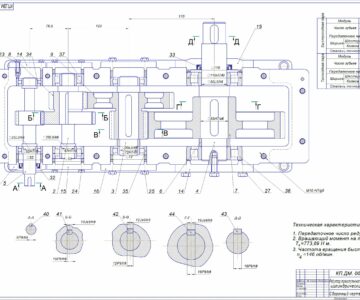
Объект проектирования – редуктор механизма натяжения конвейера.
Цель работы – выполнить реконструкцию производственного участка по изготовлению деталей редуктора, снизить себестоимость изготовления составляющих его деталей, увеличить прибыль предприятия.
В ходе выполнения дипломного проекта был определен рациональный способ сборки редуктора, произведен анализ на технологичность узла вала-шестерни. Выполнен глубокий анализ базовых технологических процессов изготовления вал-шестерни и сборки узла, на основе которого выбрана оптимальная заготовка для детали вал-шестерня. Рассчитаны режимы резания на наиболее значимые операции механообработки, произведено техническое нормирование операций механообработки. Принятые решения позволяют сократить себестоимость изготовления составляющих узлов деталей и сборки машины в целом, соответственно повышая эффективность внедрения данного проекта в реальное производство.
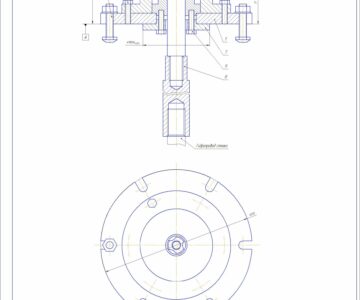
Спроектировано механизированное установочно-зажимное приспособление для обработки вал-шестерни на токарном обрабатывающем центре, что позволило сократить время на установку, закрепление и снятие заготовки, а также повысить точность обработки. Разработано контрольное приспособление для измерения радиального биения вал-шестерни относительно базовых поверхностей.
В специальной части проведен анализ методов обработки корпусных деталей, разработана прогрессивная технология обработки корпуса редуктора на основе анализа существующих методов обработки, применяемого высокопроизводительного режущего инструмента и современного оборудования.
СОДЕРЖАНИЕ С.
ВВЕДЕНИЕ 6
1 ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 7
1.1 Разработка технологического процесса сборки 7
1.1.1 Служебное назначение и конструкция редуктора 7
1.1.2 Маркетинговые исследования 10
1.1.3 Отработка конструкции редуктора на технологичность 15
1.1.4 Выбор и обоснование метода достижения требуемой точности сборки 16
1.1.5 Выбор организационных форм сборки 18
1.1.6 Разработка последовательности и содержания операций сборки редуктора 18
1.1.7 Выбор и обоснование средств технологического оснащения и числа сборочных рабочих мест 22
1.1.8 Нормирование сборочных операций 23
1.1.9 Составление карт технологического процесса сборки 24
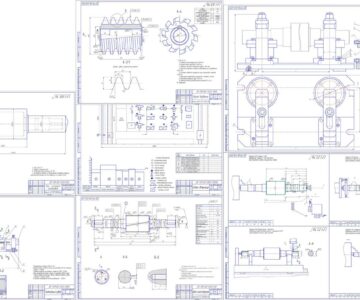
1.2 Разработка технологических процессов механической обработки вала-шестерни 24
1.2.1 Анализ конструкции и служебного назначения вала-шестерни 24
1.2.2 Отработка конструкции вала-шестерни на технологичность 26
1.2.3 Определение производственной программы, выбор типа и организационной формы производства 29
1.2.4 Анализ базовых технологических процессов изготовления вала-шестерни 31
1.2.5 Выбор вида и способа получения заготовок 35
1.2.6 Точностные расчеты детали, анализ схем базирования на технологических операциях 39
1.2.7 Обоснование выбора оборудования, станочных и контрольных приспособлений, режущих и вспомогательных инструментов, средств механизации и автоматизации 41
1.2.8 Составление маршрута обработки вала-шестерни и предварительная разработка операций 45
1.2.9 Расчет припусков и выполнение чертежей заготовок вала-шестерни 47
1.2.10 Назначение режимов резания и нормирование технологических операций 53
1.2.11 Технико-экономическое обоснование вариантов операций технологического процесса 57
1.2.12 Разработка технологических карт наладок на технологические операции 57
2 КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 63
2.1 Проектирование станочного приспособления 63
2.2 Проектирование контрольного приспособления 79
3 СПЕЦИАЛЬНАЯ ЧАСТЬ 85
4 ОРГАНИЗАЦОННО-ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 102
5 ОРГАНИЗАЦИОННО-ЭКОНОМИЧЕСКАЯ ЧАСТЬ 109
6 ОХРАНА ТРУДА 120
ЗАКЛЮЧЕНИЕ 126
ПЕРЕЧЕНЬ ССЫЛОК 127
ПРИЛОЖЕНИЯ 133
Приложение А КТП сборки редуктора 133
Приложение Б Маршрутный КТП механической обработки вала-шестерни 139
Приложение В Операционные КТП и карты эскизов вала-шестерни 143
Приложение Г Спецификации на станочное приспособление 153
Приложение Д Спецификации на измерительное приспособление 157
Приложение Е Спецификация на цех 160





Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности