Чебоксарский институт(филиал) Московский политехнический университет
Кафедра Транспортно-энергетических систем
Выпускная квалификационная работа по направлению Конструкторско-технологическое обеспечение машиностроительных производств
Чебоксары 2024 год
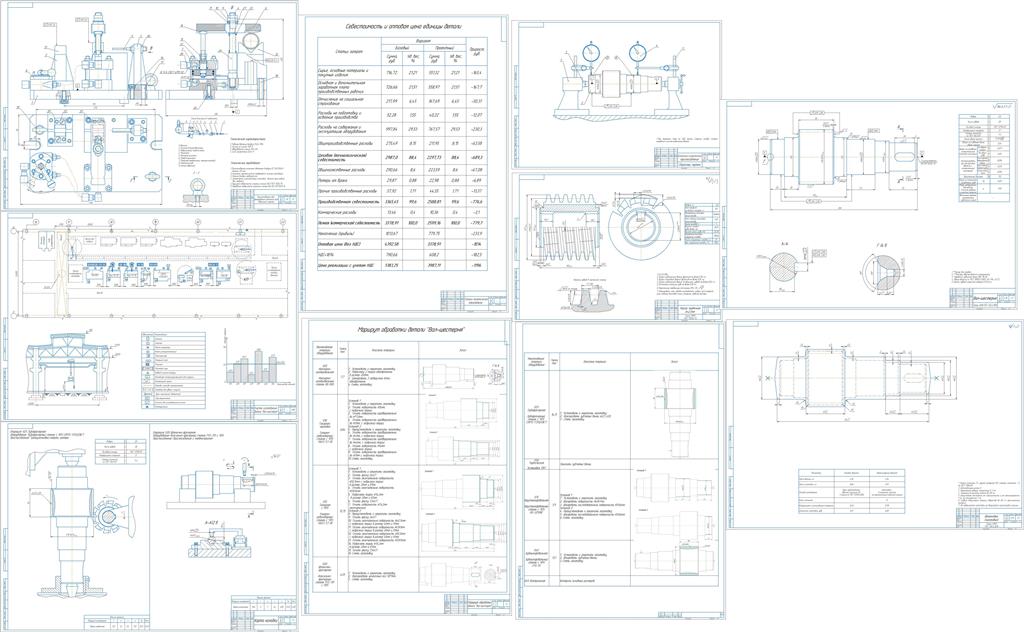
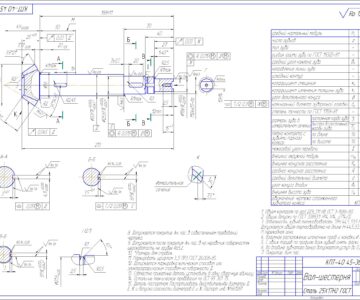
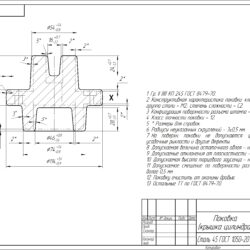
Деталь «Вал шестерня» входит в узел редуктора и служит для передачи крутящего момента с входного вала электродвигателя на выходной вал редуктора.
Деталь относится к телам вращения, располагается в корпусе редуктора, работает в зацеплении с другим зубчатым колесом с целью передачи крутящего момента от двигателя к приводам. Редуктор цилиндрический двухступенчатый служит для изменения скорости вращения при передаче вращательного движения от одного вала к другому. Ступенчатая форма вала позволяет свободно передвигать каждую деталь вдоль вала до ее посадочного места и просто фиксировать ее на этом посадочном месте в осевом направлении.
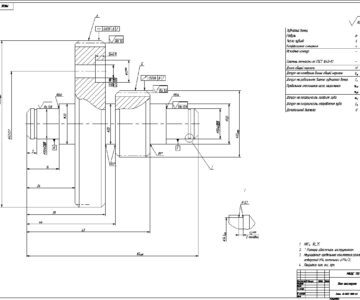
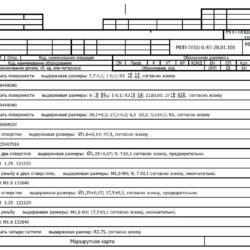
Вал-шестерня устанавливается в корпусе редуктора с помощью двух подшипников. Цилиндрические поверхности Ø50k6 и Ø50k6 являются опорными и служат базовыми поверхностью для установки подшипников качения. Необходимые условие для данных поверхностей – переходная посадка и шероховатость Ra 0,63мкм.
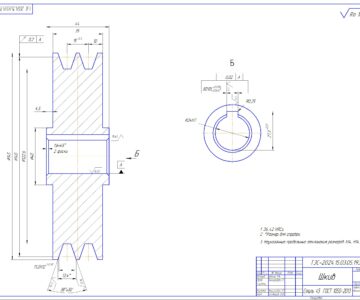
Цилиндрическая поверхность Ø40h7 служит для базирования соединительной муфты на выходном конце вала, которая передает крутящий момент от двигателя к редуктору. Необходимые условие для данных поверхностей –посадка с зазором и шероховатость Ra 1,6мкм.
Зубчатый венец, модулю m2,5 и числом зубьев z=28, служит для передачи крутящего момента на второй вал. Конструкция вала в месте нарезания зубьев зависит от передаточного числа и межосевого расстояния передачи.
Масса детали: 4,04 кг
Материал: Сталь 40ХН ГОСТ 4543-2016
Габариты: L=208 мм, Ø 76,16 мм.
Программа выпуска – N = 10000 шт
Введение 6
1 Анализ исходных данных 7
2 Общий раздел 8
2.1 Конструкция детали 8
2.2 Анализ свойств обрабатываемых поверхностей 9
2.3 Определение типа производства 11
2.4 Анализ технологичности конструкции детали 13
2.5 Определение методов получения заготовки 16
3 Разработка техпроцесса изготовления детали 21
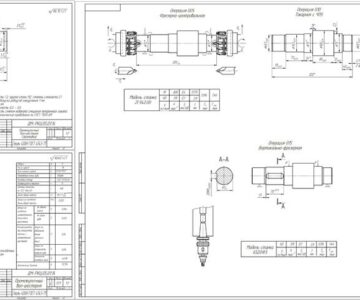
3.1 Выбор вариантов маршрута обработки и выбор оборудования 21
3.2 Разработка маршрута обработки и обоснование схем базирования 28
3.3 Аналитический расчет припусков 32
3.4 Расчет режимов резания и нормирование 36
3.5 Расчет погрешности механической обработки 46
3.6 Организационные вопросы 47
4 Конструкторская часть 57
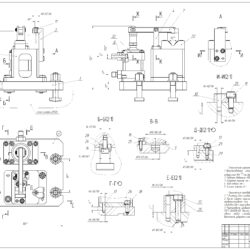
4.1 Проектирование станочного приспособления 57
4.1.1 Исходные данные и выбор типа технологической оснастки 57
4.1.2 Выбор схемы технологической оснастки (приспособления), конструкции 58
4.1.3 Расчет сил закрепления заготовки 60
4.1.4 Выбор конструкции и размеров зажимных устройств и их проверочный расчет 61
4.2 Проектирование режущего инструмента 65
4.2.2 Расчет червячной фрезы 65
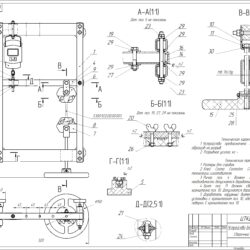
4.3 Контрольное приспособление 67
4.3.2 Принцип действия и назначение контрольного приспособления 67
5 Исследовательская часть 69
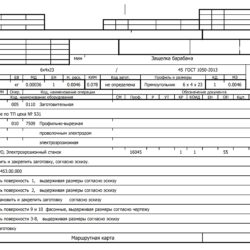
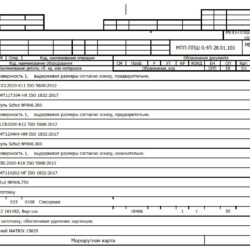
5.1 Модернизация сварочного участка на АО "Шумерлинский завод специализированных автомобилей" 69
5.1.2 Актуальность проекта 69
5.1.3 Цели и обоснование проекта 70
5.1.4 Сварочное производство АО «ШЗСА» 72
5.1.5 Оборудование применяемое на сварочном производстве АО «ШЗСА» 73
6 Расчет, компоновка производственного участка 79
6.1 Расчет количества оборудования и его загрузки 79
6.2 Расчёт численности рабочих 83
6.3 Расчёт площади участка и планировка оборудования 84
7 Основные технико-экономические показатели 87
7.1 Расчет фонда заработной платы работающих и среднемесячной заработной платы 87
7.2 Расчет себестоимости детали 88
7.2.1 Расчет стоимости основных материалов 88
7.2.2 Расчет смет косвенных расходов 89
8 Безопасность и экологичность технологического процесса детали «Вал-шестерня» 96
8.1 Охрана труда и окружающей среды 96
Список использованной литературы 105



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности