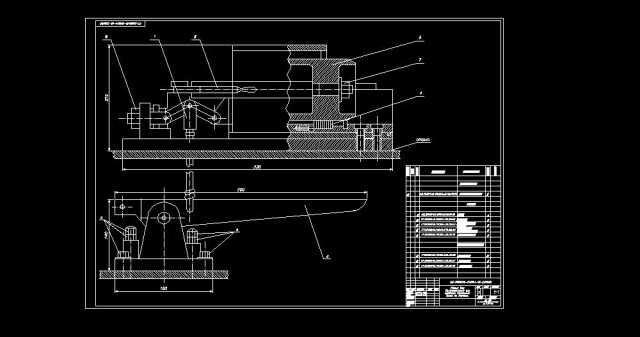
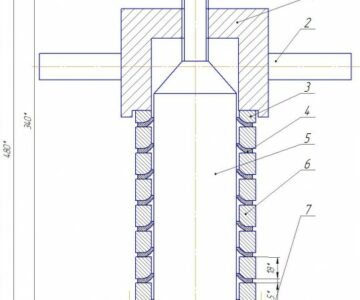
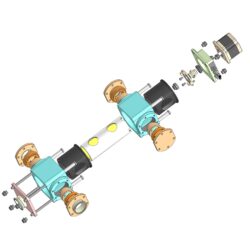
Сборка шатунно- поршневой группы. При сборке, шатунно- поршневой группы необходимо произвести подбор порш¬ней по цилиндрам и поршневых пальцев по отверстиям в поршне и втулке верхней головки шатуна. Затем поршень без колец и поршневого пальца вставляется в цилиндры протягиванием ленточного щупа, заключенного между поршнем и цилиндром по всей длине поршня, со стороны, противоположной прорези в юбке, определяют усилие по ди¬намометру. При толщине щупа 0, 05 мм и ширине 12 мм усилие по динамометру составляет 2, 25–3, 25 кГ (22, 5–¬32, 5 н) в двигателях ГАЗ. Длина щупов 200 мм. Кроме подбора по размеру поршни подбираются еще и по весу. Разница в весе одного поршня для двигателей ГАЗ составляет 4 г. Подобранный комплект колец замками вниз закладывается в канавки 4 приспособления. Цилиндричес¬кой оправкой 3 при перемещении ее рукояткой 2 кольца разжимаются по диаметру. Оправка 3 соединена с ножной педалью 5 рычагам 1. При нажатии педали производиться зажим разжатых колец в канавках 4 приспособления. После этого оправка выводится из разжатых колец и вместо нее вставляется поршень. При снятии нагрузки с педали 5 кольца освобождаются. Кольца должны быть предварительно проверены на упругость и на зазор по калибру в соответствии с техническими условиями. Проверка зазора по высоте производится щупом.
- Главная -
- Чертежи -
- Транспорт -
- Автосервис и автомобильное хозяйство -
- Приспособление для одевания поршневых колец
Приспособление для одевания поршневых колец
0
239
3659
6
0
20
Сообщить о проблеме
Автор
Дата
14.05.2010
Язык
Русский
Состав
Вид общий (ВО)
Софт
AutoCAD, DWG
Как открыть?
Отзывов пока нет
Содержимое архива
-
 оборудование_испр.dwg
оборудование_испр.dwg
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться
и принять участие в жизни сайта. Посмотрите, как тут скачивать
файлы
Еще чертежи и проекты по этой теме:

Отзывов пока нет
Чтобы оставить отзыв, необходимо войти
Войти с помощью:
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности
Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности