БЕЛОРУССКИЙ НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра: “Технология машиностроения”
Курсовой проект по дисциплине “ Автоматизация производственных процессов”.
Тема проекта: «Анализ производительности роботизированного технологического комплекса механообработки»
Минск 2015
Исходные данные к работе: Вариант № 43
Компоновка РТК–круговая; система координат –угловая; ёмкость входного(выходного накопителя – 10 шт.; схват –одинарный; время выполнения движений (tвсп) – 0,2 мин; время установки(снятия ) детали – 0,1 мин; маршрут обработки АВБГД; масса заготовки – 5 кг; погрешность позиционирования схвата робота(Δl) – ±0,2 мм; углы расположения оборудования: α=60º, β=90º, γ=90º, δ=30º; радиусы расположения оборудования r0=0,8 м, r1=1,0 м, r2=1,4 м; уровни расположения оборудования: h0=0,8 м, h1=0,65 м, h2=1,6 м;
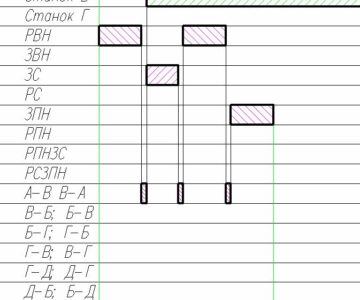
время работы станков: tБ=3,4 мин, tВ=4,0 мин, tГ=3,8 мин.
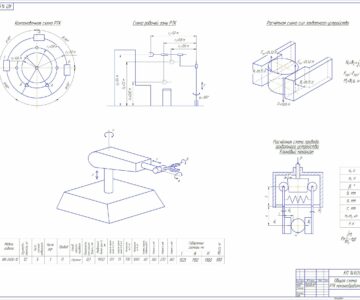
Параметры захватного устройства: (Схема передаточного механизма -1; Вариант исполнния губок захвата -1; Диаметр заготовки- 35; масса заготовки -5;
коэффициент трения f-0.1 .)
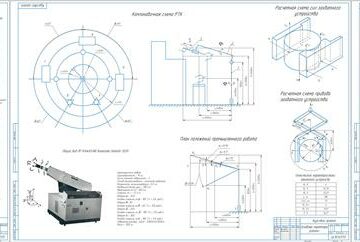
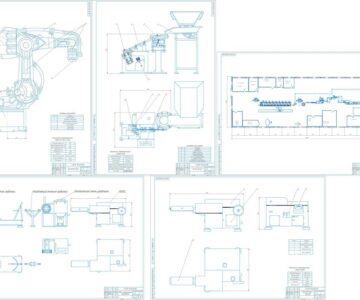
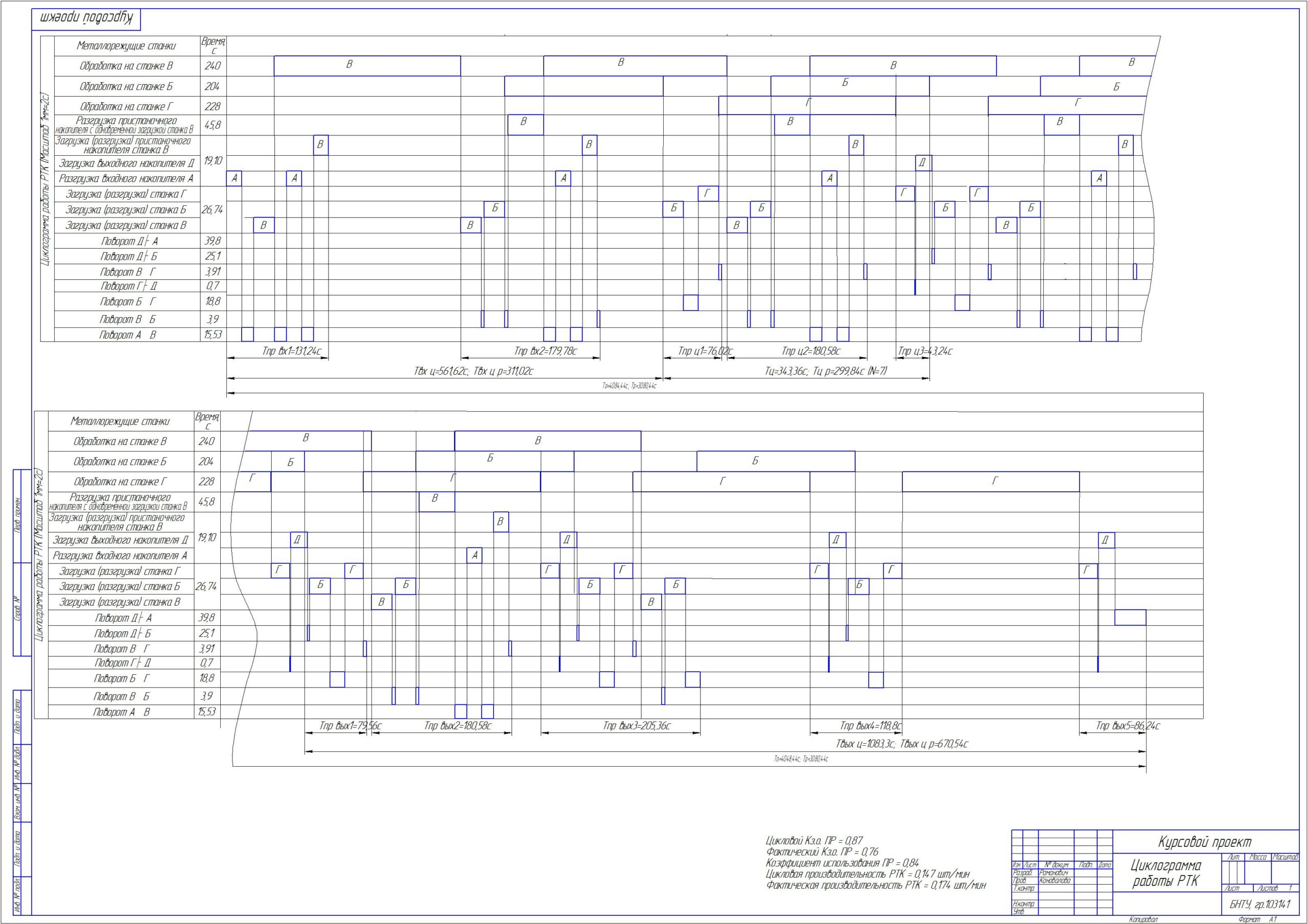
Для исследования функционирования промышленного робота (ПР) и анализа производительности рассматриваем компоновочную схему робототизированного технологического комплекса (РТК) механообработки – круговую с напольным ПР, работающим в угловой системе коордитат. Такой тип робота относится к вспомогательным (подьёмно-транспортным) роботам, которые выполняют действия типа взять- перенестиположить. Их применябт для обслуживанмя основного технологического оборудования, для автоматизации. Вспомогательных операций установкиснятия заготовок, деталей, инструмента и оснасти.
В состав РТК также входит три станка (Б, В, Г), входные (А) и выходные (Д) межучастковые накопители и пристаночные однодвухместные индивидуальные накопители.